




















P1
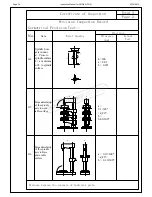
F=5000N
2/1000
a.0.1/300
(
a≤90
°
)
b.0.1/300
G7
Work Acuracy:
a
F
M
B
A
b
Actual
Test
Precision
Allowance
(mm)
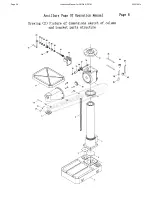
Page 3
Total 3
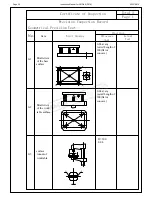
Certificate of Inspection
Precision Inspection Record
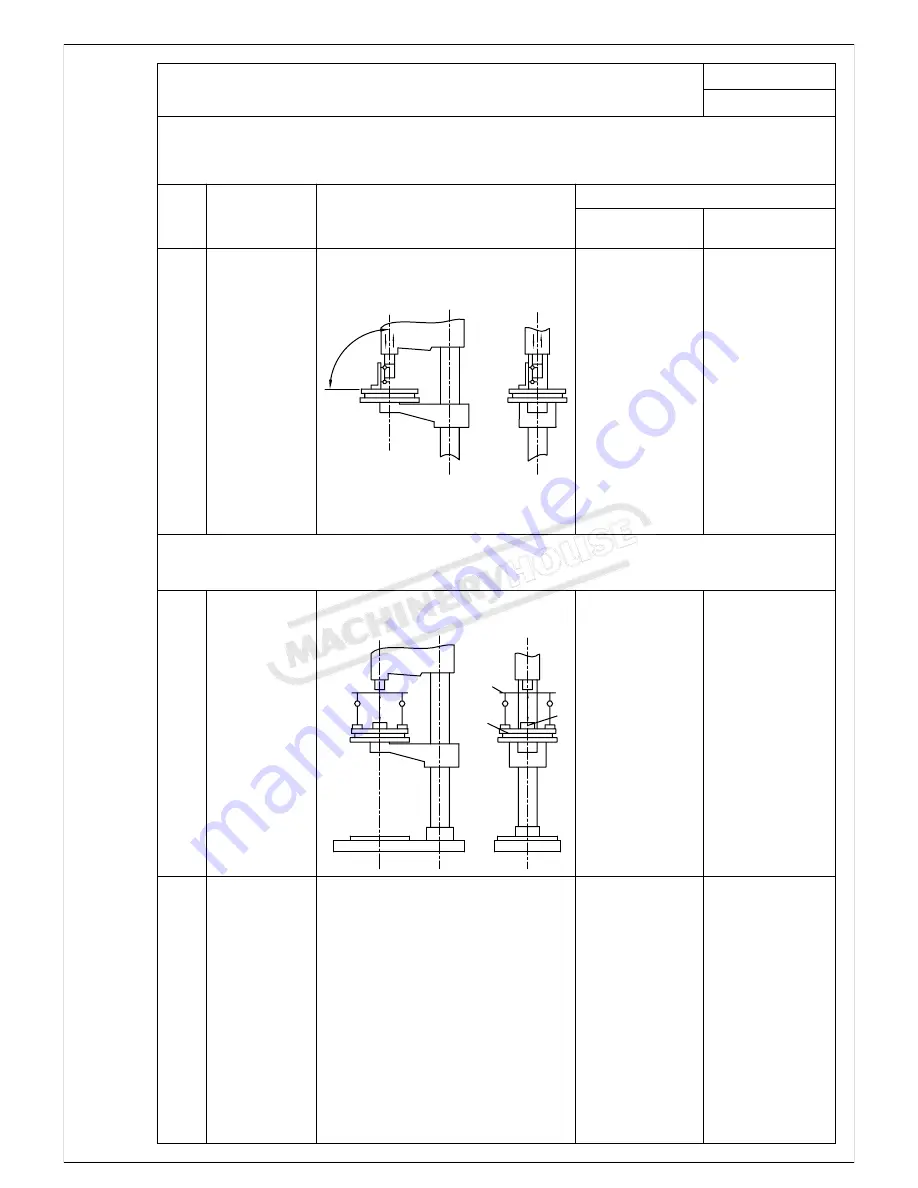
Germetrical Precision Test:
Item
No.
Brief Drawing
Perpendicularity
of the vertical
movement of
spindle sleeve
to work table
surface
The change of
Perpendicularity
of spindle
axis to work
table surface
under the
axial force.
α
a
b
Page 31
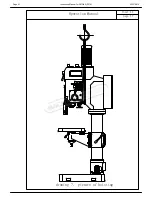
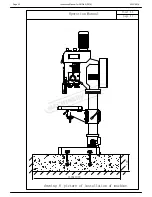
Instruction Manual for GHD-50 (D178)
23/12/2014







































































