























Model T32006 (Mfd. Since 01/20)
-23
-
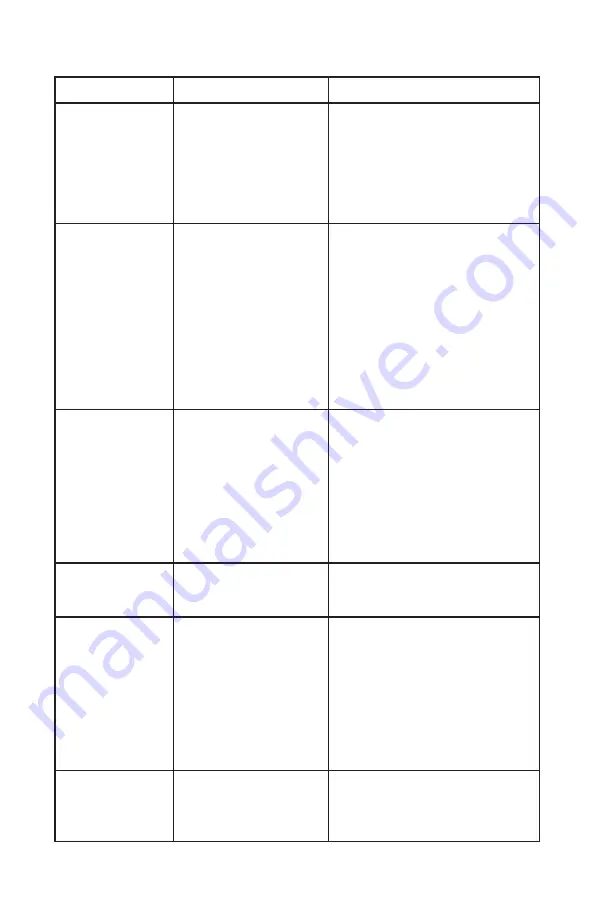
Symptom
Possible Cause
Solution
Tool falls out/loose
in spindle/chuck.
1. Tool loose or incorrectly
installed.
2. Debris on tool or in
spindle taper.
3. Taking too deep of a cut
without clearing chips.
1. Remove and re-install (
Page 17).
2. Clean contaminants from tool
and spindle taper, then re-install
(
Page 17).
3. Decrease depth of cut and allow
chips to clear.
Breaking tools or
bits.
1. Spindle speed/feed rate
too fast.
2. Taking too deep of a cut
without clearing chips.
3. Improper drilling tech-
nique or type of cut.
4. Bit/tool getting too hot.
5. Spindle extended too far
down while drilling.
1. Reduce spindle speed (
Page 19)
or feed rate.
2. Decrease depth of cut and allow
chips to clear.
3. Use right technique, tool, or
machine for job.
4. Use coolant or oil for appropri-
ate application (
Page 18); reduce
spindle speed (
Page 19).
5. Retract spindle and lower head-
stock to increase rigidity.
Workpiece or tool
vibrates or chatters
during operation.
1. Tool loose or incorrectly
installed.
2. Spindle extended too far
down while drilling.
3. Headstock height lock
not tight.
4. Workpiece not secure.
5. Spindle speed/feed rate
too fast.
1. Remove and re-install (
Page 17).
2. Retract spindle and lower head-
stock to increase rigidity.
3. Tighten lock (
Page 17).
4. Properly clamp workpiece.
5. Reduce spindle speed (
Page 19);
reduce feed rate.
Headstock is hard
to raise.
1. Headstock locked.
2. Column dirty.
1. Loosen headstock height lock
(
Page 17).
2. Clean column.
Poor work results
or tearout in holes.
1. Spindle speed/feed rate
too fast/too slow.
2. Dull or incorrect tool/bit.
3. Workpiece not secure.
4. Spindle extended too far
down while drilling.
5. Excessive chips left in
drill hole.
1. Adjust spindle speed (
Page 19)/
feed rate.
2. Sharpen/replace bit/tool or select
better tool for operation.
3. Properly secure workpiece.
4. Retract spindle and lower head-
stock to increase rigidity.
5. Retract drill bit frequently and allow
chips to clear.
Spindle overheats.
1. Spindle speed/feed rate
too fast.
2. Drill operated too long at
high speeds.
1. Reduce feed rate/cutting speed
(
Page 19).
2. Allow drill to cool, avoid operating
at high speeds for extended time.
Drilling Operations
Содержание T32006
Страница 32: ......







































































