




























-58-
Model G0746/G0749 (Mfg. Since 3/13)
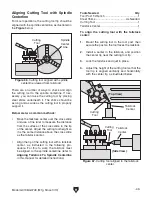
Apron Threading controls
the half nut lever engages the carriage with the
leadscrew, which moves the carriage and cutting
tool along the length of the workpiece for thread-
ing operations (see
figure 88).
important: Make sure the feed lever and feed
selection lever are in the disengaged position
before attempting to engage the half nut.
figure 88. apron threading controls.
Feed
selection
lever
Feed
lever
half Nut
lever
Cross Slide
Disengaged
Feed Selection
Lever
Feed
Lever
Carriage
Engaged
Engaged
Half Nut
Lever
Disengaged
Disengaged
Thread Dial
Tools Needed
Qty
open-End Wrench 14mm .................................. 1
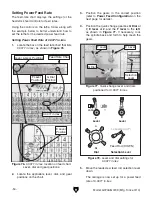
the numbers on the thread dial are used with
the thread dial chart to show when to engage the
half nut during inch threading. loosen the hex nut
on the thread dial (see
figure 89), pivot the gear
teeth so they mesh with the leadscrew threads,
then re-tighten the hex nut.
Note: The thread dial is not used for metric
threading or pitch turning. You must leave the half
nut engaged from the beginning until the turning
is complete for this type of operation.
When threading, we recommend using the
slowest speed possible and avoiding deep
cuts, so you are able to disengage the half
nut when required and prevent an apron
crash!
When the first thread cutting pass is complete,
the operator disengages the carriage from the
leadscrew using the half nut lever. the operator
returns the carriage for the next pass and re-
engages the half nut using the same thread dial
setting to resume the cut in the previous pass.
figure 89. thread dial engaged with the
leadscrew.
dial gear
teeth
leadscrew
hex Nut
























































