











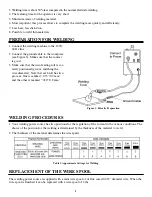












flux cored welding wire FCAW process. The use of shielding gas is not required for this welding process.
Please refer to the instructions provided in this manual for proper machine setup.
The use of larger diameter wire makes welding difficult. The results cannot be guaranteed. The manufacturer
DOES NOT
recommend using larger diameter welding wire with this unit.
WELDER OPERATING CHARACTERISTICS
The duty rating defines how long the user can weld and how long the welder must rest and cool down. Duty
Cycle ratings are expressed as a percentage of a ten-minute period. It represents the maximum welding time
allowed at the specified amperage setting. The remaining balance of a ten-minute period is required for cooling
off the unit.
Firepower 120 volt Welding Systems have duty cycle ratings based on 15 amp and 20 amp input currents.
Please refer to the data plate located on the front of the unit for the specific rating that applies to your unit.
INTERNAL THERMAL OVERLOAD PROTECTION
DO NOT
constantly exceed the duty cycle or damage could result to your welder.
If you do exceed the duty cycle of your welder, the internal thermal overload protection shuts
off all welder functions. If this happens,
DO NOT SHUT OFF THE WELDER
. Leave the
welder turned on and the fan running. After the welder is properly cooled, the thermal protec-
tor automatically resets and your welder will function properly.
If you find that your welder does not weld for a 1-5 minute time period without stopping, reduce the wire
speed slightly. Welding with the wire speed set too high not only causes poor visible welds but also increases
amperage draw and shortens the duty cycle.
SPECIFICATIONS FOR FP-90 GASLESS WELDING SYSTEM (1444-0302)
Type . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .90 Amp DC Wire Feed Welder
Input Voltage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .115 Volt/60 Hz
Rated Output . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .80 Amps @ 15% Duty Cycle
Agency Approval . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CSA Rated 60 Amps @ 20% Duty Cycle
Maximum Output . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .90 Amps Peak
Output Power Settings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .High/Low Amperage Settings
Wire Speed Adjustment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Infinite Speed Controlled by Potentiometer
Power Cord . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4 foot 15 Amp Power Plug
MIG Gun . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6 foot FIREPOWER
®
Wire Gun
Ground Cable and Clamp . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5 foot Ground Cable/150 Amp Ground Clamp
MIG Gun Connection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Fixed Connection
Spool Capacity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2 lb
Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Nozzle
Contact Tip
1 lb. .035” Spool Flux MIG Wire
Instruction Manual
The FP-90’s MIG gun torch is a “live” contact torch and is ALWAYS
in the power on position. Wear eye protection at all times when handling this
torch.
5
Содержание FP-90
Страница 2: ......
Страница 27: ...23 Figure 21 FP 90...
Страница 29: ...25 Figure 22 FP 90 Wiring Diagram...
Страница 30: ...26...







































































