






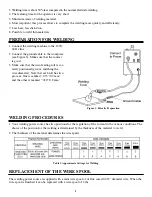




















LAYING A BEAD
EXPOSURE TO WELDING ARC IS EXTREMELY HARMFUL TO THE
EYES AND SKIN!
Prolonged exposure to the welding arc can cause blindness and
burns. Never strike an arc or begin welding until you are adequately protected.
Wear flameproof welding gloves, a heavy long-sleeved shirt, cuffless trousers,
high-topped shoes and a welding helmet.
ELECTRIC SHOCK CAN KILL!
To prevent electric shock,
DO NOT
perform any welding while standing, kneeling or lying directly on the grounded
work.
MOVING THE GUN
Gun travel refers to the movement of the gun along the weld joint. It is broken into two elements: direction
and speed. A solid weld bead requires that the welding gun move steadily and at the correct speed along the
weld joint. Moving the gun too fast, too slow or erratically prevents proper fusion or creates a lumpy uneven
bead.
1. Travel Direction is the direction the gun moves
along the weld joint in relation to the weld
puddle. The gun is either pushed (see Figure10)
into the weld puddle or pulled away from the
weld puddle.
For most welding jobs you pull the gun along the
weld joint to take advantage of the greater weld
puddle visibility. However, there are a few appli-
cations where pushing the gun provides some
advantages:
a. Vertical welding starts at the top of a weld joint. Pull the gun down toward the bottom. However, if pud-
dle control becomes difficult (such as the puddle running downward), start the vertical weld at the bottom
of the weld joint. Push the gun up toward the top to overcome this problem.
b. Aluminum welding uses either direction of gun travel. However, pushing leaves a weld that is cleaner in
appearance. Pulling the gun leaves a sooty weld. The finished weld is always being blasted by the arc and
the impurities coming out of the weld puddle. This problem affects the weld appearance only. Clean the
weld with a stainless steel bristled wire brush.
2. Travel speed is the rate at which the gun is pushed or pulled along the weld joint. For a fixed heat setting,
the faster the travel speed, the lower the penetration, the lower and narrower the finished weld bead.
Likewise, the slower the travel speed, the deeper the penetration, the higher and wider the finished weld
bead.
TYPES OF WELD BEADS
The following paragraphs discuss the most commonly used arc welding beads.
Once the gun is in position with the wire lined up on the weld joint, lower your helmet, pull the trigger and the
arc starts. In a second or two, you notice a weld puddle form and the base of the bead beginning to build. Now
move the gun. If you are just learning to weld, move the gun in a straight line and at a steady speed along the
weld joint. Try to achieve a weld with the desired penetration and fairly flat and consistent in width.
As you become more familiar with your new welder and better at laying some beads, you can try different
welding techniques to improve and add to your welding skills.
16
Figure 10: Gun Travel Direction
Содержание FP-90
Страница 2: ......
Страница 27: ...23 Figure 21 FP 90...
Страница 29: ...25 Figure 22 FP 90 Wiring Diagram...
Страница 30: ...26...







































































