






















5. Remove all combustible materials from the work site. If you can not remove them, protect them with fire-
proof covers.
NEVER
perform welding operations on a container that has held toxic, com-
bustible or flammable liquids or vapors.
NEVER
perform welding operations in an area con-
taining combustible vapors, flammable liquids or explosive dust.
VENTILATION
Ventilate welding work areas adequately. Maintain sufficient air flow to prevent
accumulation of explosive or toxic concentrations of gases. Welding operations using cer-
tain combinations of metals, coatings and gases generate toxic fumes. Use respiratory
protection equipment in these circumstances.
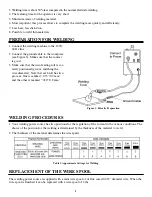
BEFORE
welding, read and understand the
Material Safety Data Sheet for the welding alloy.
ELECTROMAGNETIC COMPATIBILITY
BEFORE
installing a welding power source, inspect the surrounding area checking the following points:
1. Make sure there are no other power supply cables, control lines, telephone cables or other devices close to
the power source.
2. Make sure that telephones, televisions, computers or other control systems are not in the working area.
3. People with pace-makers or hearing aides should keep far from the power source. In particular cases, special
protection measures may be required.
Reduce interference by following these suggestions:
1. If there is interference in the power source line, mount an E.M.T. filter between the power supply and the
power source.
2. Shorten the output cables of the power source, keep them together and connected to ground.
3. Securely fasten the panels of the power source in place after performing maintenance.
HEALTH HAZARDS
The welding process can be hazardous to your health. Therefore, follow these precautions:
1.
ALWAYS
wear protective clothing without pockets and cuffs. Wear a helmet, gloves and shoes with an
insulating sole.
2.
ALWAYS
use a welding mask or helmet with the properly tinted protective glass in the shade adequate to
the welding operation being performed and to the current intensity.
3. Make certain that bystanders in the welding area are also following these precautions.
4.
ALWAYS
keep the welding mask glass clean. Replace it if it is cracked or chipped.
5.
NEVER
weld in a damp area or come in contact with a moist or wet surface when welding.
6. If the welding area lacks proper ventilation, use fume extractors.
7. Clean the welding pieces from solvents or alogenous grease which develop toxic gases when exposed to
heat.
WELDER SPECIFICATIONS
Your new Firepower Flux Core (FCAW) Wire Welding System is designed for maintenance and sheet metal
fabrication. The unit consists of a single-phase power transformer power source, arc stabilizer, rectifier and
heavy-duty wire feed system.
This welding power source is also capable of welding with either 0.030 inch (0.8 mm) or 0.035 inch (0.9 mm)
4
Содержание FP-90
Страница 2: ......
Страница 27: ...23 Figure 21 FP 90...
Страница 29: ...25 Figure 22 FP 90 Wiring Diagram...
Страница 30: ...26...







































































