
























8
FIGURE 2
(page 6)
:
12. Grilles d’aération
15. Interrupteur Marche-Arrêt :
met en
marche et arrête l’appareil.
16. Câble d’entrée :
câble muni d’une fiche
pour le branchement au secteur.
17. Entrée du gaz de soudage
18. Données d’identification
FIGURE 3
(page 6)
:
19. Groupe d’entraînement du fil :
représenté en détail sur la figure 3A
20. Branchement pour l’inversion de polarité :
utilisé dans le soudage MIG sans gaz.
21. Bobine du fil
22. Entrée du fil sur le moteur
d’entraînement du fil
23. Régulateur de la traction du fil :
il
permet de régler la traction sur le fil à souder.
24. Galets inférieurs d’entraînement du fil
3. DESCRIPTION DES DIFFÉRENTS TYPES
DE SOUDAGE
Ce chapitre fait une description des
différentes modalités de soudage et des
principaux réglages à configurer en fonction
du procédé utilisé ; cette lecture ne suffit pas
pour une utilisation correcte de l’appareil : il
faut donc lire également les paragraphes
suivants (en particulier en ce qui concerne
les modalités de connexion des torches et
des câbles de masse)
3.1 Soudage MIG/MAG
(témoin 3 Fig. 1 allumé)
Pour activer ce mode de fonctionnement,
appuyer sur le bouton 9 (fig. 1) jusqu’à ce
que le témoin 3 s’allume.
Pendant le soudage MIG/MAG (Metal Inert
Gas et Metal Active Gas), un fil métallique est
fondue dans un bain de soudure. L’électrode
est constituée d’un fil entraîné par dévidage
continu à vitesse constante, contrôlée par la
torche de soudage. Quand le fil commence à
glisser et entre en contact avec la pièce à
souder, un arc électrique est généré, il
permet de faire fondre le fil qui se dépose
alors sur la pièce à souder. Le soudage à fil
continu permet d’utiliser des intensités de
courant plus élevées qu’avec le soudage à
électrode enrobée, ce qui permet d’obtenir
de plus grandes pénétrations et de remplir le
joint avec un nombre inférieur de passes.
Il existe trois types de fil :
1. fil massif :
il doit toujours être utilisé sous
protection gazeuse - branchement à exécuter
comme sur la fig. 5, ligne 2 (page 8)
2. fil fourré pour soudage sous protection
gazeuse :
sa partie centrale contient un produit
minéral qui sert à améliorer les caractéristiques
de soudage et il doit toujours être utilisé avec
du gaz - branchement à exécuter comme sur la
fig. 5, ligne 2 (page 8)
3. fil fourré pour soudage sans gaz :
sa
partie centrale contient un produit chimique
qui, après chauffage, génère le gaz de
protection contre l’arc et il doit toujours être
utilisé sans gaz - branchement à exécuter
comme sur la fig. 5, ligne 3 (page 8).
L’appareil est fourni déjà configuré pour le
soudage sous protection gazeuse :
INVERSER LA POLARITÉ !
Avantages du soudage sans gaz :
1.
l’utilisation de bouteilles n’est pas
nécessaire ;
2.
le soudage en plein air est simplifié car il
y a moins de risques que le vent disperse le
gaz de protection ;
3.
le temps de soudage est d’environ 50%
inférieur par rapport au temps de soudage
normal à électrodes (MMA) ;
4.
le temps d’apprentissage est très rapide.
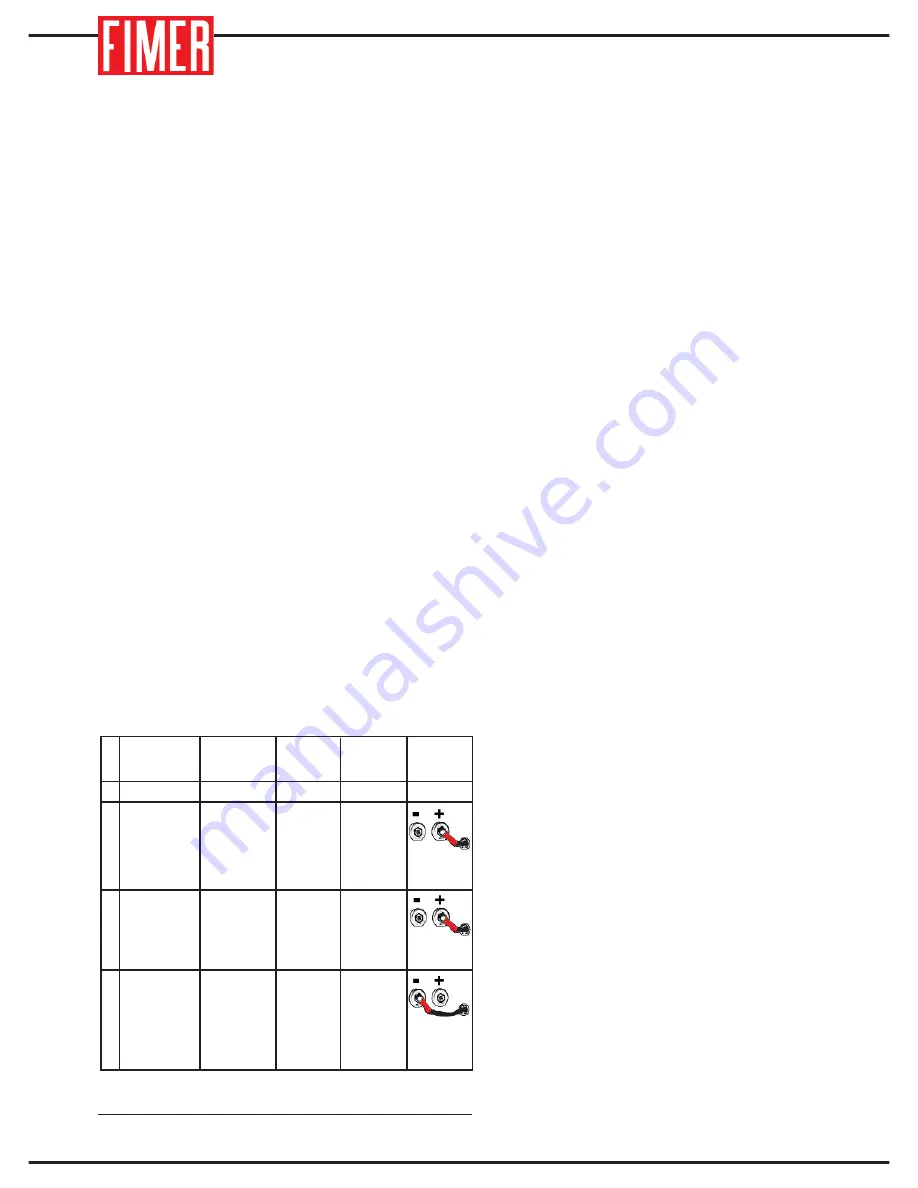
N.
Procédé de
soudage
Connecteur
EURO
Connecteur
frontal :
+
Connecteur
frontal :
-
Inversion
de polarité
1
2
3
11 fig.1
13 fig.1
14 fig.1
20 fig.3
MMA
NON UTILISÉ
PINCE
PORTE-
ÉLECTRODE
CÂBLE
DE
MASSE
MIG GAZ
CÂBLE
TORCHE
NON
UTILISÉ
CÂBLE
DE
MASSE
MIG
SANS GAZ
CÂBLE
TORCHE
CÂBLE
DE
MASSE
NON
UTILISÉ
Polarité
inversée
Polarité
normale
Polarité
normale
Figure 5:
Tableau récapitulatif des branchements
Содержание QUEEN 150
Страница 4: ......
Страница 5: ...QUEEN 150 180 ...
Страница 10: ......
Страница 12: ......
Страница 26: ...16 NOTE ...
Страница 28: ...Cod 910 100 308 REV00 ...







































































