



















13
ES
PA
ÑO
L
FR
AN
ÇA
IS
DEUTSCH
EN
G
LI
SH
IT
ALIANO
8. INSTRUCTIONS POUR LE SOUDAGE
8.1 Soudage MIG
N.B. :
Ces indications sont fournies à titre
purement indicatif et s’appliquent à des
métaux à souder d’épaisseur allant jusqu’à
environ 4 mm.
Les métaux, l’épaisseur du fil, la connexion,
la position et le gaz de soudage déterminent
le réglage.
Pour effectuer le soudage en mode MIG
manuel, procéder de la façon suivante :
1.
Régler le courant de soudage à l’aide du
potentiomètre 8 (fig. 1) en fonction de
l’épaisseur de la pièce à souder et du
diamètre du fil utilisé (phase 1, fig. 7, page
13). L’afficheur 5 (fig. 1) indique la valeur de
courant réglée.
2.
Choisir le diamètre du fil en fonction du
courant (phase 2, fig. 7, page 13)
3.
Régler la vitesse d’avance en fonction du
diamètre du fil à l’aide du potentiomètre 7
(fig. 1) : quand on tourne le potentiomètre,
l’afficheur 5 visualise la vitesse réglée
pendant environ 2 secondes (phase 3, fig. 7,
page 13).
4.
Régler l’inductance électronique en
fonction du métal utilisé : potentiomètre 6
(fig. 1) (phase 4, fig. 7, page 13).
5
. Relier la prise de masse à la pièce à
souder.
6.
Procéder au soudage en maintenant une
longueur d’arc électrique comprise entre 5 et
10 mm.
7.
Éventuellement, corriger la vitesse du fil
(potentiomètre 7, fig. 1). Pour obtenir un
résultat de soudage optimal: régler le
potentiomètre 7 jusqu’à entendre un
bourdonnement fort et régulier (semblable à
de l’huile qui frit).
Nous vous recommandons de faire un essai
de soudage sur une feuille métallique propre,
sans traces de patine, rouille ou peinture.
Pour obtenir de meilleurs résultats, nous
vous
recommandons
de
suivre
également les conseils suivants :
1.
Incliner la torche d’environ 45° par rapport
à la pièce à souder. Maintenir la buse du gaz
(fig. 4A) à environ 6 mm de la pièce à
souder.
2.
Déplacer la torche avec continuité.
3.
Effectuer le soudage avec un petit
mouvement en zigzag, de façon à obtenir un
cordon de soudure de la dimension voulue.
4.
Éviter de souder en cas de vent fort. Un
vent trop fort peut disperser le gaz du bain
de soudure et créer une soudure poreuse.
5.
Maintenir le fil bien propre : ne jamais
utiliser du fil rouillé.
6.
Veiller à ce que le câble de la torche ne se
plie pas et ne s’entortille pas.
7.
Lors du changement de la bobine du fil,
nettoyer la gaine guide-fil avec de l’air
comprimé.
8.
Éliminer périodiquement la poussière des
bouches d’aspiration de l’air en utilisant de
l’air comprimé à basse pression. Toujours
diriger le jet d’air de l’intérieur de l’appareil
vers l’extérieur, de façon à éviter de
repousser des salissures à l’intérieur du
poste à souder.
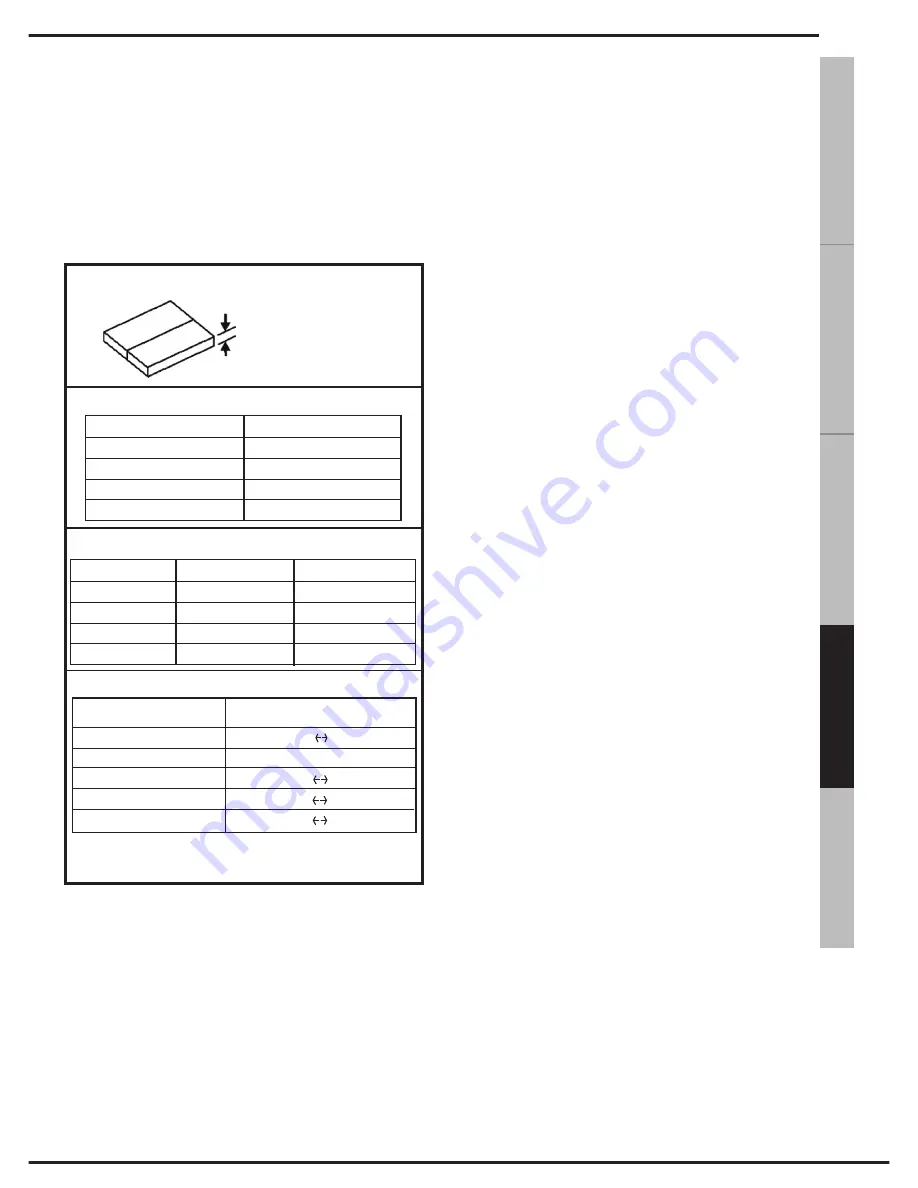
Phase 1 :
Sélection du courant
Convertir l’épaisseur du métal
à souder en Ampère (A) selon
la proportion suivante
0.025mm = 1A
par ex. 3mm = 125A
Phase 2 :
Sélection du diamètre du fil
AMPÈRE (Min-Max)
DIAMÈTRE FIL
40-90 A
0,6mm
60-140A
0,8mm
80-160A
1mm
100-200A
1,2mm
MÉTAL
Réglage inductance électronique
Matériaux ferreux (SG2 SG3)
min med
Acier inox (NI-Cr)
med
Aluminium (Al)
Cuivre-Silicium (Cu-SI3)
Cuivre-Aluminium (CU-Al8)
Phase 3 :
Sélection de la vitesse du fil
DIAMÈTRE FIL
Valeur recommandée
0,6mm
1 amp ( 90mm/min)
0,8mm
1 amp ( 50mm/min)
1mm
1 amp ( 40mm/min)
1,2mm
1 amp ( 30mm/min)
VITESSE FIL
90x120=11m/min
50x120=6m/min
40x120=5m/min
30x120=3,5m/min
Phase 4 :
Sélection de l’inductance électronique
med max
med max
med max
Figure 7:
valeurs de référence de courant, diamètre du fil,
vitesse du fil et inductance électronique
Содержание QUEEN 150
Страница 4: ......
Страница 5: ...QUEEN 150 180 ...
Страница 10: ......
Страница 12: ......
Страница 26: ...16 NOTE ...
Страница 28: ...Cod 910 100 308 REV00 ...







































































