




























13
ESP
AÑOL
FRANÇAIS
DEUTSCH
ENGLISH
IT
ALIANO
courant initial ls.
Ls->l1 slope :
Permet de sélectionner la durée
de la rampe de courant du niveau initial Is au
courant de soudage I1.
L1->le slope :
Permet de sélectionner la durée
de la rampe de courant du courant de soudage
l1 au niveau final Ie.
I final :
Permet de sélectionner le courant final
en pourcentage du courant de soudage (ex.
80% implique Is=0,80xI1)
T final :
En modalité 2t, permet de sélection-
ner le temps d'application du courant final lf.
Post gas :
Permet de sélectionner le temps de
distribution du gaz après la fin de la distribution
du courant de soudage.
Temporisation :
Permet de sélectionner (si
différente de 0) la durée maximale du soudage.
Intermittence :
Permet de sélectionner (si
différente de 0) la durée de la pause entre deux
pointage successifs.
Burnback :
Il permet de varier le temps de brû-
lure du fil à la fin du soudage.
Pompe à eau :
Elle permet d’allumer (ON),
d’éteindre (OFF) ou de gérer en mode automa-
tique (Auto) la centrale de refroidissement, si
elle est présente.
Si l’on sélectionne le mode Auto, la gestion de
la centrale est la suivante :
- Au démarrage de la machine ou à l’allumage
de la centrale, un test de fonctionnement sera
effectué pour vérifier le bon fonctionnement de
l’installation de refroidissement, puis la centrale
s’éteindra.
- Au démarrage des opérations de soudage, la
centrale s'allumera automatiquement.
- Au terme des opérations de soudage, la
centrale restera allumée pour une durée allant
d'un minimum de 30 s à un maximum de 10
min, en fonction du courant fourni pendant le
soudage.
Télécommande:
Il permet d’allumer (ON) ou
d’éteindre (OFF) le contrôle à distance analogi-
que de la synergie.
I min:
Il permet de configurer la valeur mini-
mum des paramètres synergiques quand le
contrôle à distance est allumé et réglé au mini-
mum, en % du point synergique sélectionné ; si
la configuration descend sous le paramètre
synergique minimum possible de la machine
pour la courbe sélectionnée, le paramètre
synergique minimum sera tout de même mis en
place.
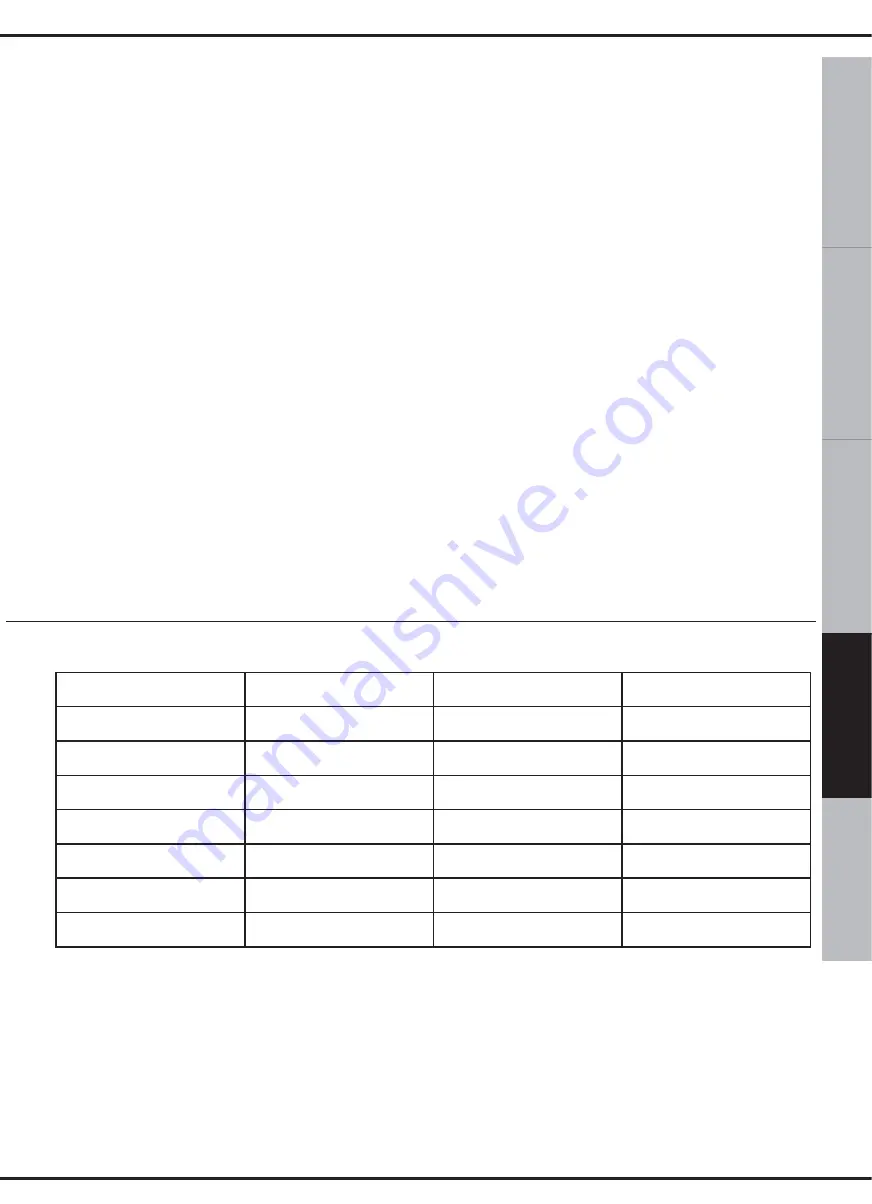
Se référer au tableau suivant pour la configuration du courant correct de soudage:
ÉPAISSEUR DE
LA PIÈCE
DIAMÈTRE DU FIL
COURANT DE
SOUDAGE
ARC
mm
mm
A
0.8 - 1.0
0.6 - 0.8
60 - 100
Short - Arc
1.5 - 2.0
0.8 - 1.0
80 - 120
Short - Arc
2.0 - 3.0
1.0 - 1.2
100 - 130
Short - Arc
3.0 - 4.0
1.2
120 - 200
Short - Arc
> 4.0
1
150 ÷ 200
Spray - Arc
> 4.0
1.2
200 ÷ 300
Spray - Arc
5.
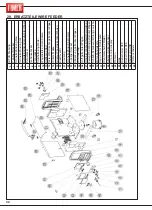
BRANCHEMENT POUR LE SOUDAGE MIG
Le branchement des câbles de soudage se fait
par le biais d’un système d’accrochage rapide
qui utilise des connecteurs prévus à cet effet.
5.1. TORCHE MIG
Nous recommandons d'effectuer des con-
trôles périodiques sur l'état de la torche.
Notamment il faut vérifier la buse/diffuseur
du gaz
(figure 4A)
, la pointe guide-fil
(figure
4B)
et la gaine interne de la torche.
Ces parties doivent être bien propres et
intactes. Remplacer le guide-fil lorsque le fil
ne coulisse pas régulièrement.
N.B.
Une pointe de guide-fil et une gaine
correspondent à chaque fil et diamètre.
S'assurer qu'elles sont correctes.
Содержание King 350
Страница 4: ...TARGA DATI NOMINAL DATA LEISTUNGSCHILDER PLAQUE DONÉES PLACA DE CARACTERÌSTICAS ...
Страница 39: ...3 ...
Страница 40: ...4 ...
Страница 71: ...3 ...
Страница 72: ...4 ...
Страница 103: ...3 ...
Страница 104: ...4 ...
Страница 135: ...3 ...
Страница 136: ...4 ...
Страница 165: ...NOTE ...
Страница 166: ...NOTE ...
Страница 168: ......