



























6
FIGURE 1:
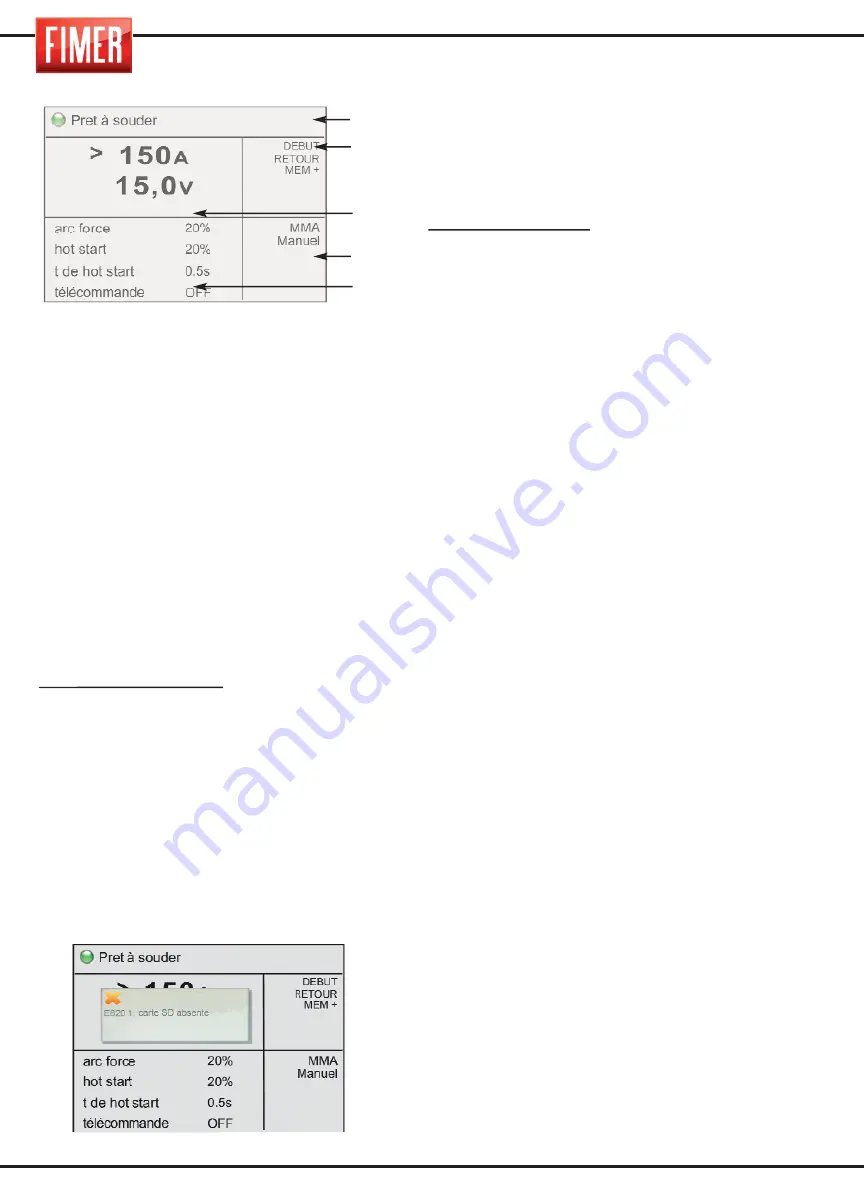
1. Afficheur:
L’afficheur en couleurs de 5,7" affiche
différentes pages-écran, selon qu’il soit en
mode de soudage ou en mode de réglage.
En mode soudage, l’afficheur est divisé en 5
zones principales:
Partie 1:
État de la machine
Partie 2:
Signification des touches activées
(touches 2, 3, 4, 5, 6 de la figure 1)
Partie 3:
Valeur des grandeurs programmées
Partie 4:
Type de processus sélectionné
Partie 5:
Elle indique les valeurs programmées des
différents paramètres de soudage (pour modifier la
valeur programmée, la sélectionner à l’aide du
bouton 10
et confirmer le choix en appuyant sur le
bouton lui-même. La valeur est sélectionnée en
négatif. La valeur est modifiée en tournant le
bouton. Il faut de nouveau appuyer sur le
bouton 10 pour confirmer la nouvelle valeur).
Valeur sélectionnée:
Elle indique le
paramètre modifié par le biais du bouton 10.
AFFICHAGES :
- À l’allumage, le logo Fimer apparaît ainsi que
le numéro de révision du Firmware sur l'appareil.
TOUCHES DE COMMANDE:
(2, 3, 4, 5,6 di fig.1)
Une fonction spécifique affichée sur l'afficheur
est associée à chaque touche de commande.
7. Logement SD :
ce logement, couvert par un
bouchon spécial en caoutchouc, doit contenir
la SD-Card fournie avec la machine. Sans
cette carte, la machine ne peut pas être activée
et un signal spécial s’affiche sur l’afficheur.
8. Port USB :
uniquement pour l’assistance
technique.
9. Bouton de programmation du
paramètre principal de soudage:
le
paramètre principal de soudage est
programmé à l’aide de ce bouton:
Soudage MMA/TIG: configure le courant de
soudage.
11. H²O in :
à utiliser uniquement avec les
torches à refroidissement par liquide.
12. H²O out :
à utiliser uniquement avec les
torches à refroidissement par liquide.
13.
Connecteur pour contrôle à distance du courant.
14. Prise dinse frontale “+” :
prise pôle positif.
Mode MMA :
Pince porte-électrode
15. FIXATION RAPIDE DE LA TORCHE
Fixation en sortie (positif), pour le connecteur
(type euro) de la torche de soudage qui permet
les contacts électriques et pour le gaz.
16. INTERRUPTEUR ON-OFF :
Il allume et
éteint la machine.
La constellation utilise dans ce but l’aimant
hydraulique illustré dans la
figure 16a
.
17. Prise dinse frontale “-”:
prise pôle
négatif.
Mode MMA :
Pince de masse
Mode TIG :
Torche TIG
Mode MIG avec gaz :
Non utilisé
Mode MIG sans gaz :
Non utilisé
18. Prise dinse frontale “+”:
prise pôle positif.
Mode MMA :
Pince porte-électrode
Mode TIG :
Pince de masse
Mode MIG avec gaz :
Non utilisé
Mode MIG sans gaz :
Non utilisé
19. Sortie GAZ TIG
20. Connecteur du signal MIG :
Connexion
des signaux à la torche push-pull.
21. Bouchon de remplissage du liquide
de refroidissement:
(Option) (Centrale de
refroidissement)
22. H²O in :
à utiliser uniquement avec les
torches à refroidissement par liquide.
23.
Grilles d'aération.
24. Interrupteur de signalement ON-OFF
de la centrale (option) :
Il s’éclaire quand
la centrale de refroidissement est ali-
mentée.
Partie 1
Partie 2
Partie 3
Partie 4
Partie 5
Содержание King 350
Страница 4: ...TARGA DATI NOMINAL DATA LEISTUNGSCHILDER PLAQUE DONÉES PLACA DE CARACTERÌSTICAS ...
Страница 39: ...3 ...
Страница 40: ...4 ...
Страница 71: ...3 ...
Страница 72: ...4 ...
Страница 103: ...3 ...
Страница 104: ...4 ...
Страница 135: ...3 ...
Страница 136: ...4 ...
Страница 165: ...NOTE ...
Страница 166: ...NOTE ...
Страница 168: ......