
























FIGURA 1:
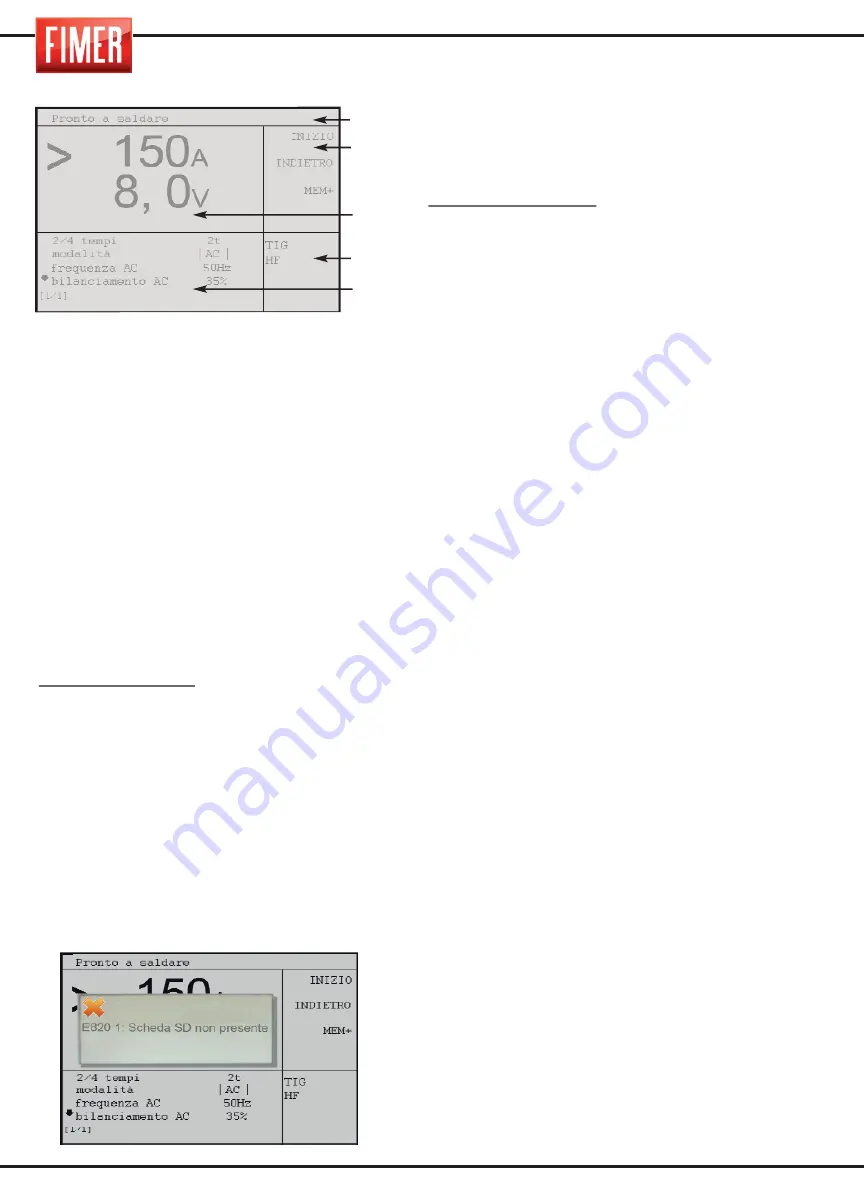
1. Display Grafico:
Il display a colori da 5,7’’ visualizza differenti
schermate a secondo che sia in modalità di
saldatura o in modalità di settaggio.
In modalità saldatura il display è diviso in 5
zone principali:
Parte 1:
Stato della macchina
Parte 2:
Significato dei pulsanti attivi
(pulsanti 2, 3, 4, 5,6 di fig.1)
Parte 3:
Valore delle grandezze impostate
Parte 4:
Tipo di processo selezionato
Parte 5:
Indica i valori impostabili per i vari
parametri di saldatura (per variare il valore
impostato evidenziarlo tramite la
manopola 10
e confermare la scelta premendo la manopola
stessa; il valore viene evidenziato in
contrasto. Ruotando la manopola si varia il
valore, per confermare il nuovo valore occorre
premere nuovamente la manopola 10).
Valore evidenziato: Indica il parametro che
viene variato tramite la manopola 10.
VISUALIZZAZIONI:
- All’accensione viene visualizzato il logo
Fimer e la revisione del Firmware caricata.
PULSANTI DI COMANDO:
(2, 3, 4, 5,6 di fig.1)
Ad ogni pulsante di comando è associata una
specifica funzione visualizzata sul display.
7.Alloggiamento SD:
questo alloggiamento,
coperto da un apposito tappo in gomma,
contiene la SD-Card fornita in dotazione con
la macchina; senza di essa la macchina
rimane inattiva ed un’ apposita segnalazione
viene riportata sul display.
8. Porta USB:
solo per assistenza tecnica.
9. Manopola di impostazione del parametro
principale di saldatura:
tramite questa
manopola si imposta il parametro principale di
saldatura:
Saldatura MMA/TIG: imposta la corrente di
saldatura.
11. H²O in:
Da utilizzare solamente con
torce a raffreddamento liquido.
12. H²O out:
Da utilizzare solamente con
torce a raffreddamento liquido.
13.
Connettore per controllo remoto.
14. Presa dinse frontale “+”:
presa polo
positivo.
Modalità MMA:
Pinza porta elettrodo
15. ATTACCO RAPIDO TORCIA
Attacco in
uscita (positivo), per il connettore (tipo euro)
della torcia di saldatura permette i contatti
elettrici e per il gas.
16. INTERRUTTORE ON-OFF:
Accende e
spegne la macchina.
La K
ING
510 utilizza a tale scopo il magneto-
idraulico illustrato in
fig. 16a
.
17. Presa dinse frontale “-”:
presa polo
negativo.
Modalità MMA:
Pinza di massa
Modalità TIG:
Torcia TIG
Modalità MIG con gas:
Pinza di massa
Modalità MIG senza gas:
Pinza di massa
18. Presa dinse frontale “+”:
presa polo
positivo.
Modalità MMA:
Pinza porta elettrodo
Modalità TIG:
Pinza di massa
Modalità MIG con gas:
Non usato
Modalità MIG senza gas:
Non usato
19.Uscita gasTIG:
20. Connettore di segnale MIG:
Connessione
dei segnali alla torcia push-pull
21. Tappo rifornimento del liquido di raf-
freddamento:
(Opzione)(Centralina di raf-
freddamento)
22. H²O in:
Da utilizzare solamente con
torce a raffreddamento liquido.
23. Griglie di areazione
24. Interruttore e segnalazione ON-OFF
della centralina (Opzione):
Si illumina
quando la centralina di raffreddamento è
alimentata.
Parte 1
Parte 2
Parte 3
Parte 4
Parte 5
6
Содержание King 350
Страница 4: ...TARGA DATI NOMINAL DATA LEISTUNGSCHILDER PLAQUE DONÉES PLACA DE CARACTERÌSTICAS ...
Страница 39: ...3 ...
Страница 40: ...4 ...
Страница 71: ...3 ...
Страница 72: ...4 ...
Страница 103: ...3 ...
Страница 104: ...4 ...
Страница 135: ...3 ...
Страница 136: ...4 ...
Страница 165: ...NOTE ...
Страница 166: ...NOTE ...
Страница 168: ......