


























©
FAR GROUP EUROPE
USING THE MILLING DRILLING HEAD
SETTING MILLING SPINDLE SPEEDS
DRILLING-MILLING HEAD PULLEYS
PULLEYS IN THE REAR CASING
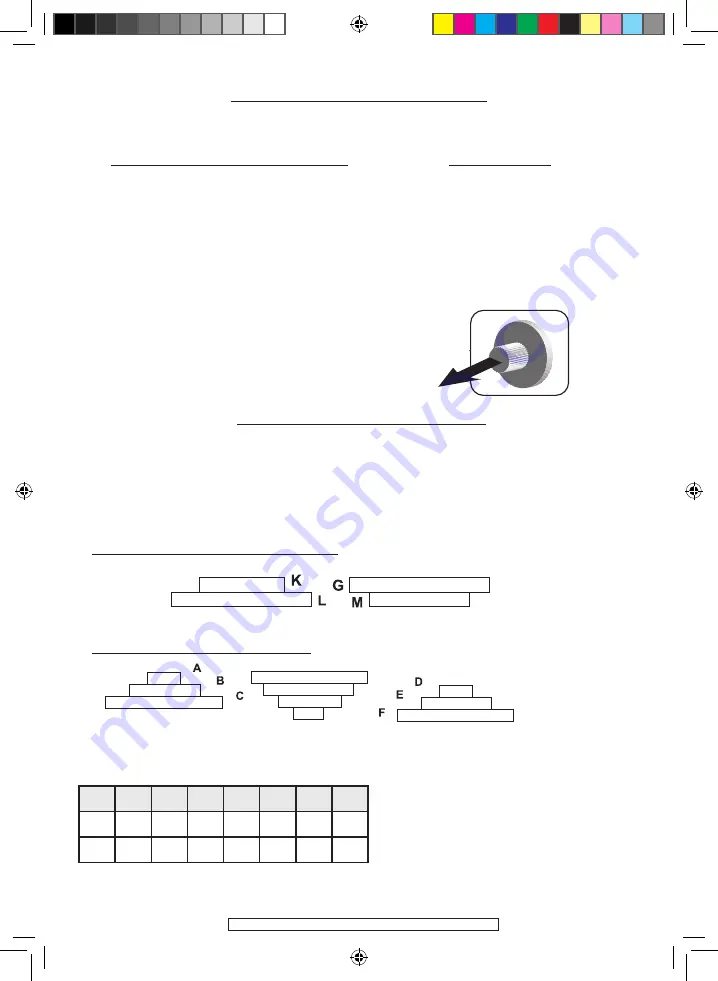
When using the drilling/milling head and for improved ease of working, it is preferable
to remove the mandrel from the lathe.
There are 14 speed adjustment possibilities ranging from 117 to 1300 rpm. The spindle
speed is set depending on the diameter of the cutter or drill used and the material to
be machined or drilled. This is set after calculating the rpm and the position of the belts
on the pulleys..
RAISING / LOWERING THE HEAD
HEAD CLUTCH
Slacken the 6 mm hollow head
bolt using an 8 mm Allen wrench.
Turn the chromed ring using the
levers
- Clockwise to lower,
- Counter clockwise to raise, As
the head position is set, align
the drilling chuck axis with the
lathe spindle axis (to better use
the drilling head), Lock the head
using the hex head bolt.
To engage the drilling/milling
head:
Open the transmission system
door then push the knobbed
ring all the way in, which auto-
matically releases the lathe spin-
dle and engages the milling head
spindle
To change the drilling head belt posi-
tion:
Remove the casing,
Slacken the belt tensioner,
Change the position of the belts then
retighten the tensioner while applying
pressure to the belt.
Refit the casing.
A-F
A-E
A-D
B-F
C-F
B-E
C-D
K-G
150
290
360
450
575
836
1300
L-M
117
220
276
345
440
640
1000
Speed in rpm
Spindle pulleys
MOTOR PULLEYS
INTERMEDIATE PULLEYS
SPINDLE PULLEYS
114135-Manual-D-EN.indd 12
21/03/12 10:44:54
Содержание TDM 400B
Страница 5: ...FAR GROUP EUROPE SLAVED SAFETY CASING 114135 Manual D EN indd 5 21 03 12 10 44 23...
Страница 11: ...FAR GROUP EUROPE MOVING AND ADJUSTING THE TAILSTOCK CENTRE 114135 Manual D EN indd 11 21 03 12 10 44 53...
Страница 13: ...FAR GROUP EUROPE 114135 Manual D EN indd 13 21 03 12 10 44 55...
Страница 29: ...FAR GROUP EUROPE FAR GROUP EUROPE TDM 400B 114135 Manual D EN indd 29 21 03 12 10 45 06...
Страница 30: ...FAR GROUP EUROPE TDM 400B 114135 Manual D EN indd 30 21 03 12 10 45 06...
Страница 31: ...FAR GROUP EUROPE TDM 400B 114135 Manual D EN indd 31 21 03 12 10 45 06...
Страница 32: ...FAR GROUP EUROPE TDM 400B 114135 Manual D EN indd 32 21 03 12 10 45 07...
Страница 33: ...FAR GROUP EUROPE TDM 400B 114135 Manual D EN indd 33 21 03 12 10 45 07...
Страница 34: ...FAR GROUP EUROPE TDM 400B 114135 Manual D EN indd 34 21 03 12 10 45 07...
Страница 35: ...FAR GROUP EUROPE TDM 400B 114135 Manual D EN indd 35 21 03 12 10 45 08...
Страница 36: ...FAR GROUP EUROPE TDM 400B 114135 Manual D EN indd 36 21 03 12 10 45 08...