















54
E
XAMPLE
MANUAL
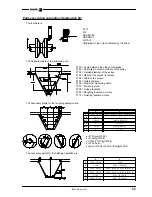
Program lines of the subroutine:
(SUB 50)
(IF NOSEW12 GT (P104-2*(P107/COS(P100/2))-
2*(P103-P107)*TAN(P100/2)) ERROR “WRONG DATA”)
............................... If cutter width > "d" => Error
;———————————————————————————————————————————————————————————————
; Roughing operation
;———————————————————————————————————————————————————————————————
(P115=FUP((P103-P107)/P106))
............................................................................. Calculates Nr. of passes (P115).
(P106=(P103-P107)/P115)
......................................................................................... Recalculates the pass (P106).
G92 S500
G95 G96 FP109 SP108 T12 M4 M41
;
(P1=P102+2*P105, P2=P101+(P104/2)-(P107/COS(P100/2))-NOSEW12)
G G90 XP1 ZP2
................................................................................................................ Move to point "A"
(P1=2*P105)
G1 G91 X-P1
..................................................................................................................... Movement "A-B"
N50 (P1=2*P106, P2=P106*TAN(P100/2))
X-P1 Z-P2
................................................................................................................. Movement "B-C"
(P2=P104-2*P107/COS(P100/2)-2*(P103-P107)*TAN(P100/2)+
2*(PPOSX/2-(P102/2-P103+P107))*TAN(P100/2)-NOSEW12)
Z-P2
............................................................................................................................. Movement "C-D"
(P115=P115-1)
........................................................................................................ Counts down Nr. of passes
(IF P115 LE 0 GOTO N100)
.............................................................................. If done with all roughing passes,
go to finishing stage.
(P1=2*P106, P2=P106*TAN(P100/2))
X-P1 ZP2
................................................................................................................... Movement "D-E"
(P2=P104-2*(P107/COS(P100/2))-2*(P103-P107)*TAN(P100/2)+
2*(PPOSX/2-(P102/2-P103+P107))*TAN(P100/2)-NOSEW12)
ZP2
............................................................................................................................... Movement "E-F"
(P115=P115-1)
........................................................................................................ Counts down Nr. of passes
(IF P115 GT 0 GOTO N50)
................................................................................ If done with all roughing passes,
go to finishing stage.
;———————————————————————————————————————————————————————————————
; Roughing operation
;———————————————————————————————————————————————————————————————
N100 G95 G96 FP110 SP108
(P1=P102+2*P105)
G0 G90 XP1 ZP101
..................................................................
Movement
to point "1"
(P2=P101+(P104/2)-NOSEW12)
G1 XP102 ZP2
..........................................................................
Movement
to point "2"
(P1=P102-2*P103)
(P2=P101+(P104/2)-P103*TAN(P100/2)-NOSEW12)
XP1 ZP2
....................................................................................
Movement
to point "3"
(P1=P102-2*P103)
(P2=P101-(P104/2)+P103*TAN(P100/2))
XP1 ZP2
....................................................................................
Movement
to point "4"
(P2=P101-(P104/2))
XP102 ZP2
................................................................................
Movement
to point "5"
(P1=P102+2*P105, P2=P101-(P104/2))
XP1Z P2
....................................................................................
Movement
to point "6"
(P1=P102+2*P105)
XP1 ZP101
................................................................................
Movement
to point "1"
(RET)
Содержание CNC 8055 T
Страница 1: ...REF 1010 8055 T Examples manual CNC...
Страница 4: ...EXAMPLE MANUAL 1 TOOLS List of tools used in these examples...
Страница 7: ...4 EXAMPLE MANUAL User Notes...
Страница 35: ...32 EXAMPLE MANUAL User Notes...
Страница 39: ...36 EXAMPLE MANUAL User Notes...
Страница 45: ...42 EXAMPLE MANUAL User Notes...
Страница 46: ...43 Programming examples User screen customizing programs 8055T Machine diagnosis 44 Machining a pulley 52...







































































