























10
E
XAMPLE
MANUAL
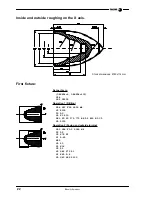
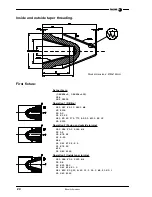
Tangential entry/exit (G37/G38) and corner rounding(G36) with tool
radius compensation (G40/G41/G42).
G90 G95 G96 F0.15 S180 T2 D2 M4
G0 X120 Z120
G42 X0
........................................................................ Begin tool radius compensation.
G01 G37 R4 X0 Z100
................................................ Tangential entry at point A.
G01 G36 R5 X40
........................................................ Section A-B.
G36 R5 Z70
................................................................ Section B-C.
G36 R5 X60 Z50
........................................................ Section C-D.
G36 R5 X80
................................................................ Section D-E.
G36 R5 Z30
................................................................ Section E-F.
G36 R5 X100 Z20
...................................................... Section F-G.
G38 R4 Z0
.................................................................. Section G-H and tangential exit
G0 X120
G40 Z120
.................................................................... End tool radius compensation.
M30
Without tool radius compensation, the theoretical tool tip follows the
programmed profile. The programmed profile (continuous line) does
not coincide with the machined profile (dotted line).
With tool radius compensation, the CNC recalculates the path so
the machined profile coincides with the one programmed.
Содержание CNC 8055 T
Страница 1: ...REF 1010 8055 T Examples manual CNC...
Страница 4: ...EXAMPLE MANUAL 1 TOOLS List of tools used in these examples...
Страница 7: ...4 EXAMPLE MANUAL User Notes...
Страница 35: ...32 EXAMPLE MANUAL User Notes...
Страница 39: ...36 EXAMPLE MANUAL User Notes...
Страница 45: ...42 EXAMPLE MANUAL User Notes...
Страница 46: ...43 Programming examples User screen customizing programs 8055T Machine diagnosis 44 Machining a pulley 52...







































































