Machine description
– quick overview
Tetrix 351 AC/DC
16
099-000109-EW501
23.08.2018
4
Machine description – quick overview
4.1
4.1.1
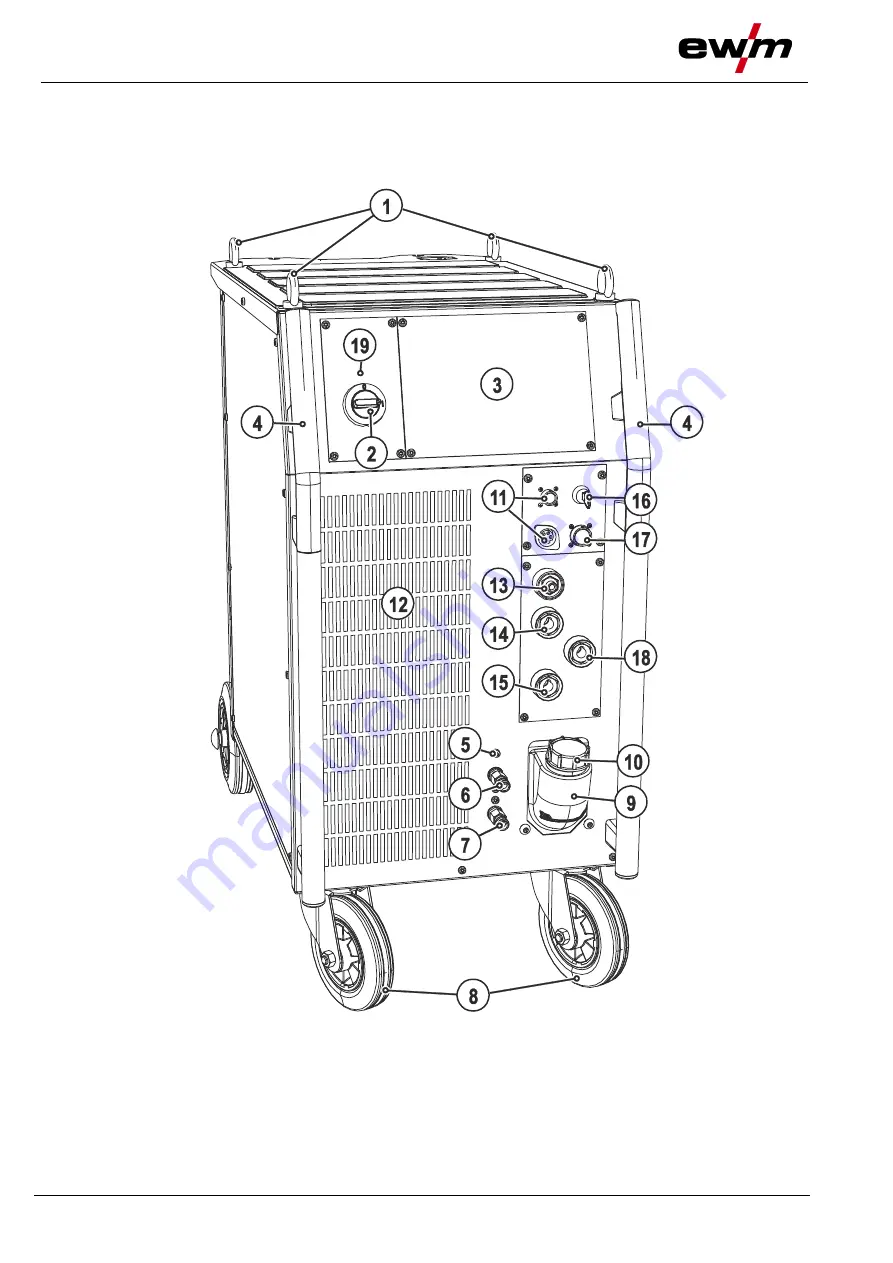
Front view
Figure 4-1
Страница 1: ...nstructions EN Welding machine Tetrix 351 AC DC Synergic FW Tetrix 451 AC DC Synergic FW Tetrix 501 AC DC Synergic FW Tetrix 551 AC DC Synergic FW 099 000109 EW501 Observe additional system documents...
Страница 2: ...authorised sales partners can be found at www ewm group com en specialist dealers Liability relating to the operation of this equipment is restricted solely to the function of the equipment No other f...
Страница 3: ...29 5 1 3 Machine cooling 29 5 1 4 Workpiece lead general 29 5 1 5 Welding torch cooling system 29 5 1 5 1 Approved coolants overview 30 5 1 5 2 Maximal hose package length 30 5 1 5 3 Adding coolant 3...
Страница 4: ...1 Connecting the electrode holder and workpiece lead 63 5 4 2 Welding task selection 65 5 4 3 Welding current polarity reversal polarity reversal 65 5 4 3 1 Selection and adjustment 65 5 4 4 Frequency...
Страница 5: ...the cable resistance 97 6 Maintenance care and disposal 99 6 1 General 99 6 2 Cleaning 99 6 2 1 Dirt filter 99 6 3 Maintenance work intervals 100 6 3 1 Daily maintenance tasks 100 6 3 2 Monthly mainte...
Страница 6: ...use of these operating instructions 6 099 000109 EW501 23 08 2018 11 Appendix B 116 11 1 Parameter overview setting ranges 116 11 1 1 TIG welding 116 11 1 2 MMA welding 116 12 Appendix C 117 12 1 Sear...
Страница 7: ...erious and even fatal injuries Safety notes include the WARNING keyword in the heading with a general warning sym bol The hazard is also highlighted using a symbol in the page margin CAUTION Working o...
Страница 8: ...tch off machine Release Switch on machine Press and hold Switch Incorrect Invalid Turn Correct Valid Numerical value adjustable Input Signal light lights up in green Navigation Signal light flashes gr...
Страница 9: ...documentation and valid only in combination with all other parts of these instructions Read and observe the operating instructions for all system components especially the safety instructions The illu...
Страница 10: ...en taking individual power sources out of operation all mains and welding current leads must be safely disconnected from the welding system as a whole Hazard due to reverse polarity voltage Do not int...
Страница 11: ...fire extinguishers are available in the working area Thoroughly remove any residue of flammable materials from the workpiece prior to starting to weld Only further process workpieces after they have c...
Страница 12: ...ed out Recommendations for reducing interference emission Mains connection e g additional mains filter or shielding with a metal tube Maintenance of the arc welding system Welding leads should be as s...
Страница 13: ...cted 2 5 Transport and installation WARNING Risk of injury due to improper handling of shielding gas cylinders Improper handling and insufficient securing of shielding gas cylinders can cause seri ous...
Страница 14: ...and lock accessory components into the relevant connection socket when the ma chine is switched off Comprehensive descriptions can be found in the operating instructions for the relevant ac cessory co...
Страница 15: ...ltage Directive LVD Electromagnetic Compatibility Directive EMC Restriction of Hazardous Substance RoHS In case of unauthorised changes improper repairs non compliance with specified deadlines for Arc...
Страница 16: ...Machine description quick overview Tetrix 351 AC DC 16 099 000109 EW501 23 08 2018 4 Machine description quick overview 4 1 Tetrix 351 AC DC 4 1 1 Front view Figure 4 1...
Страница 17: ...Coolant tank cap 11 Connection socket welding torch control cable see 5 3 1 1 chapter 12 Cooling air inlet 13 G connecting nipple welding current Shielding gas connection with yellow insulating cap f...
Страница 18: ...Machine description quick overview Tetrix 351 AC DC 18 099 000109 EW501 23 08 2018 4 1 2 Rear view Figure 4 2...
Страница 19: ...tion for retrofitting see 5 9 1 chapter 4 Ignition type changeover switch see 5 3 10 chapter Liftarc contact ignition HF ignition 5 Securing elements for shielding gas cylinder strap chain 6 Mains con...
Страница 20: ...Machine description quick overview Tetrix 451 551 AC DC 20 099 000109 EW501 23 08 2018 4 2 Tetrix 451 551 AC DC 4 2 1 Front view Figure 4 3...
Страница 21: ...cket welding torch control cable see 5 3 1 1 chapter 12 Cooling air inlet 13 G connecting nipple welding current with DC polarity Shielding gas connection with yellow insulating cap for TIG welding to...
Страница 22: ...Machine description quick overview Tetrix 451 551 AC DC 22 099 000109 EW501 23 08 2018 4 2 2 Rear view Figure 4 4...
Страница 23: ...Option for retrofitting see 5 9 1 chapter 4 Ignition type changeover switch see 5 3 10 chapter Liftarc contact ignition HF ignition 5 Securing elements for shielding gas cylinder strap chain 6 Mains c...
Страница 24: ...workpiece Copper copper alloys bronzes copper zinc alloys brass AC welding with rectangular current output wave form Maximum power load ing and safe welding Aluminium magnesium alloys AC welding with...
Страница 25: ...voltage Synchronisation via cable 8 Gas test rinse hose package button see 5 3 2 chapter 9 Error status indicators Collective interference signal light Water deficiency signal light welding torch coo...
Страница 26: ...o 20 0 sec 0 01 sec increments 0 5 sec 0 1 sec increments 0 5 sec Slope time tS1 setting range 0 0 sec to 20 0 sec see 5 3 13 chapter TIG pulses The pulse break time applies to the secondary current p...
Страница 27: ...lements 099 000109 EW501 23 08 2018 27 Item Symbol Description 0 13 Frequency signal light AC frequency TIG pulse frequency TIG DC kHz pulses pulse frequency MMA 14 AC DC Welding current polarity MMA...
Страница 28: ...s such as power source wire feeder or cooling unit without suitable crane components is not allo wed Each system component has to be lifted separately Remove any supply leads and accessories before li...
Страница 29: ...ed paint corrosion these connections and leads can heat up and cause burns when touched Check welding current connections on a daily basis and lock by turning to the right when necessary Clean workpie...
Страница 30: ...lation is to be ensured taking into account the max delivery height Pump Pmax 3 5 bar 0 35 MPa Power source Hose package Wire feeder miniDrive Welding torch Max Compact 25 m 82 ft 5 m 16 ft 30 m 98 ft...
Страница 31: ...coolant must never fall below the min mark If there is less coolant in the coolant tank than the minimum required you may need to vent the coolant circuit In this case the welding machine will automat...
Страница 32: ...currents can destroy protective earth conductors damage machines and electronic devices and cause overheating of components leading to fire Check that all welding current connections are firmly secur...
Страница 33: ...a qualified electrician in accordance with the respective local laws or nati onal regulations The mains voltage indicated on the rating plate must match the supply voltage Only operate machine using...
Страница 34: ...ing parameters can be displayed before nominal values during actual values or af ter welding hold values left hand display Parameter Before welding nominal values During welding actual values After we...
Страница 35: ...aning of the symbols shown in the right hand display Increase parameter value To restore the factory settings Factory setting Parameter value is on the optimum setting Reduce parameter value To restor...
Страница 36: ...coolant circuit is interrupted and equipment damage can occur Connect all coolant pipes correctly Completely unroll the hose package and the torch hose package Observe maximal hose package length see...
Страница 37: ...ion socket and secure Lock connecting nipples of the cooling water tubes into the corresponding quick connect couplings Return line red to quick connect coupling red coolant return and supply line blu...
Страница 38: ...a fun damental requirement for optimum welding results In addition a blocked shielding gas supply may result in the welding torch being destroyed Always re fit the yellow protective cap when not usin...
Страница 39: ...select the welding task JOB All welding parameters specified here are the optimum settings for a variety of applications but they can also be modified individually The required welding current can be...
Страница 40: ...functional sequence All welding parameters in the functional sequence can also be adjusted regardless of the welding current set This means that if the welding current is changed the values for the d...
Страница 41: ...of thumb for the gas flow rate Diameter of gas nozzle in mm corresponds to gas flow in l min Example 7mm gas nozzle corresponds to 7l min gas flow If the shielding gas setting is too low or too high...
Страница 42: ...Gas and current parameters button again shielding gas will flow until the gas cylinder is empty 5 3 5 3 Automatic gas post flow If the function is active the gas post flow time is defined by the machi...
Страница 43: ...of course be adjusted in line with different requirements EXIT 3s Figure 5 16 5 3 7 Tungsten balling function Tungsten balling ensures optimum ignition and welding results for AC welding Optimum tungs...
Страница 44: ...d diffuse with low penetration In the negative phase the tungsten electrode is cooled and the required penetration is realised Make sure to select the correct durations balance for positive phase clea...
Страница 45: ...and press the torch trigger liftarc current flowing regardless of the main current set b Incline the torch over the torch gas nozzle to produce a gap of approx 2 3 mm between the electrode tip and th...
Страница 46: ...if for example you have not selected a pulse variant then you cannot set any pulse times in the function sequence 5 3 11 1 Explanation of symbols Symbol Meaning Press torch trigger 1 Release torch tri...
Страница 47: ...welding cur rent decreases to the secondary current AMP in the set slope time If torch trigger 2 is released the welding current increases again to the main current AMP in the set slope time The param...
Страница 48: ...Design and function TIG welding 48 099 000109 EW501 23 08 2018 5 3 11 3 Latched mode Selection Figure 5 24 Sequence Figure 5 25...
Страница 49: ...main current AMP in the set slope time The parameters and can be set in the Expert menu TIG see 5 3 17 chapter 3rd cycle Press torch trigger 1 The main current decreases to the end crater current with...
Страница 50: ...lower metal sheet is melted onto it This produces flat fine textured welding tacks which require little or no post weld work even in visible areas The spot welding operating modes spotArc Spotmatic c...
Страница 51: ...ed for welding process activation Activation is indicated by flashing of the spotArc spotmatic signal light The process can be activated separately for each spot or also on a permanent basis The setti...
Страница 52: ...the welding torch over the torch gas nozzle until there is a gap of approx 2 3 mm between the electrode tip and the workpiece Shielding gas flows during the set gas pre flow time The arc igni tes and...
Страница 53: ...nt ramps up to the main current AMP in the selected up slope time Pressing torch trigger 1 starts the slope from main current AMP to secondary current AMP Re leasing the torch trigger starts the slope...
Страница 54: ...ting current waveforms Figure 5 30 Waveform Description areas of application Name Symbol Square Maximum energy input and safe welding aluminium magnesium alloys Trapezoidal An all rounder suitable for...
Страница 55: ...l is produced by the current dependent pulse frequency and balance which positively influences the ability to bridge the air gap The pulse parameters required are automati cally specified by the machi...
Страница 56: ...function TIG welding 56 099 000109 EW501 23 08 2018 The pulse function can also be deactivated if necessary during the up slope and down slope phases parameter see 5 13 chapter Figure 5 33 Selection F...
Страница 57: ...see 5 3 17 chapter 5 3 13 3 Metallurgical pulsing kHz pulsing Metallurgical pulsing kHz pulsing uses the plasma force arc force occurring at high currents which al lows you to achieve a constricted ar...
Страница 58: ...Design and function TIG welding 58 099 000109 EW501 23 08 2018 Selection Figure 5 38 Balance setting EXIT 4s Figure 5 39 Frequency setting EXIT 4s Figure 5 40...
Страница 59: ...14 TIG antistick The function prevents uncontrolled re ignition following the sticking of the tungsten electrode in the weld pool by switching off the welding current In addition wear at the tungsten...
Страница 60: ...tion types This function is important if two power sources are used to simultaneously weld on both sides as is so metimes required for welding thick aluminium materials in the PF position This ensures...
Страница 61: ...erface for mechanised welding optional Connect the SYNINT X10 synchronisation interface connector plug to the 19 pole TIG interface for mechanised welding on the rear of a welding machine from the TET...
Страница 62: ...me main current to secondary current Amplitude balance see 5 3 9 chapter activArc parameter Parameter also adjustable after TIG activArc welding is activated Filler wire process cold hot wire filler w...
Страница 63: ...operating mode Wire return Increase value more wire return Decrease value less wire return 5 4 MMA welding 5 4 1 Connecting the electrode holder and workpiece lead CAUTION Risk of crushing and burns...
Страница 64: ...e Shielding gas connection with yellow insulating cap for TIG welding torch Polarity depends on the instructions from the electrode manufacturer given on the electrode packaging Insert cable plug of t...
Страница 65: ...larity reversal polarity reversal This function can be used to reverse the welding current polarity electronically For example when welding with different electrode types for which different polaritie...
Страница 66: ...5 4 5 Hotstart The function hot start ensures a secure igniting of the arc and a sufficient heating to the still cold parent metal at the beginning of the welding process The ignition takes place here...
Страница 67: ...Design and function MMA welding 099 000109 EW501 23 08 2018 67 5 4 5 1 Hotstart current EXIT 4s Figure 5 53 5 4 5 2 Hotstart time EXIT 4s Figure 5 54...
Страница 68: ...electrode types at low current strengths with a short arc in particular EXIT 4s Figure 5 55 5 4 7 Antistick The Antistick feature prevents the electrode from annealing Should the electrode stick despi...
Страница 69: ...laked weld surface with a TIG look for final passes Less finishing work thanks to less spatter Highly suitable for difficult electrodes Outstanding gap bridging with no sagging of the root side Less d...
Страница 70: ...re 5 60 Balance setting Figure 5 61 Frequency setting Figure 5 62 The default pulse parameters are pre set in such a way that the welding current average value corresponds to the pre selected main cur...
Страница 71: ...ng the 4 main welding parameters welding process material type electrode diameter and seam type One program sequence can be defined in each JOB Up to 16 programs P0 to P15 can be set in each program s...
Страница 72: ...e memory or copying a JOB Copying a pre defined welding task from the fixed memory JOBs 1 to 128 to the free memory JOBs 129 256 It is normally possible to adjust all 256 JOBs individually However it...
Страница 73: ...Organising welding tasks Mode JOB Manager 099 000109 EW501 23 08 2018 73 5 5 3 Loading an existing JOB from the free memory EXIT Figure 5 64 5 5 4 Resetting an existing JOB to the factory setting Res...
Страница 74: ...Design and function Welding programs 74 099 000109 EW501 23 08 2018 5 5 5 Resetting JOBs 1 128 to the factory setting Reset All JOBs Figure 5 66 5 5 6 Exit JOB Manager without changes EXIT Figure 5 67...
Страница 75: ...welding currents incl operating mode and pulse function are defined Example Program number Welding current Operating mode Pulse function 1 80A Non latched Pulses on 2 70A Latched Pulses off The opera...
Страница 76: ...maximum of programs 0 to 3 can then be called up on the welding torch 5 6 3 Example Program with synergetic setting Figure 5 69 5 6 4 Example Program with conventional setting Figure 5 70 5 6 5 Access...
Страница 77: ...stable welding current 0 to 100 depending on the preselected main current on the welding machine Pulse SpotArc spots normal Frequency and spot time infinitely adjustable Coarse adjustment of the pulse...
Страница 78: ...o approx 100 A The RTF start ramp function is activated deactivated by the parameter in the machine configuration menu see 5 13 chapter Figure 5 71 Symbol Meaning Actuate foot operated remote control...
Страница 79: ...ments such as torch triggers BRT rockers or potentiometers can be modified individually via torch modes Explanation of symbols for operating elements Symbol Description Press torch trigger Tap torch t...
Страница 80: ...rrent change becomes effective 5 8 4 Current jump By tapping the corresponding torch trigger the welding current can be determined in an adjustable jump range Each tap will cause the welding current t...
Страница 81: ...tion of symbols BRT1 torch trigger 1 BRT2 torch trigger 2 Functions Mode Operating ele ments Welding current on off 1 ex works Secondary current Secondary current tapping function 1 latched operating...
Страница 82: ...BRT 2 torch trigger 2 Functions Mode Operating ele ments Welding current on off 1 ex works Secondary current Secondary current tapping function 1 latched operating mode Welding current on off 2 Secon...
Страница 83: ...dary current tapping function 1 latched operating mode Increase welding current up function2 Decrease welding current down function2 Welding current on off 2 Secondary current Secondary current tappin...
Страница 84: ...ent Secondary current tapping function 1 latched operation Increase welding current up function2 Decrease welding current down function2 Welding current on off 2 Secondary current Secondary current ta...
Страница 85: ...iggers Figure Operating ele ments Explanation of symbols BRT 1 torch trigger 1 BRT 2 torch trigger 2 Functions Mode Operating ele ments Welding current on off 3 Secondary current Secondary current tap...
Страница 86: ...ing to IEC BS EN 60974 4 Arc welding systems Inspection and Testing during Operation has to be performed Perform test to IEC DIN EN 60974 4 When connecting a potentiometer torch jumper JP27 on PCB T32...
Страница 87: ...s setting the first decrement TT 4 Switchover between Up Down and JOB changeover TT 2 tapping Increase JOB number TT 3 Decrease JOB number TT 4 Gas test TT 2 3 s Welding current on off 5 TT 1 Secondar...
Страница 88: ...nction 5 9 Interfaces for automation WARNING Do not carry out any unauthorised repairs or modifications To avoid injury and equipment damage the unit must only be repaired or modified by specialist sk...
Страница 89: ...n jumper 1 must be unplugged on PCB T320 1 in the welding machine Contact open welding current off F Output 0V Reference potential G NC Not assigned H Output Uist Actual welding voltage measured on pi...
Страница 90: ...ween main and secondary welding currents pulses 11 M N P Input Activation of control voltage specification Set all 3 signals to reference potential 0V to activate external control voltage specificatio...
Страница 91: ...onnected between the PC and the welding machine The connection must only be made using the cables supplied do not use any additional ex tension cables 5 11 Power saving mode Standby You can activate t...
Страница 92: ...achine settings are defined in the machine configuration menu 5 13 1 Selecting changing and saving parameters ENTER l 0 A B A A A A EXIT NAVIGATION A B B B B B B B B B B B B B B B B B B B B B B B B A...
Страница 93: ...r setting factory setting conventional parameter setting Absolute value setting ignition secondary end and hot start cur rent see 5 2 2 chapter Welding current setting absolute Welding current setting...
Страница 94: ...gsten balling old variant Function enabled Function disabled ex works Welding current polarity switching 1 polarity switching at the RT PWS 1 19POL remote control ex works polarity switching at the we...
Страница 95: ...ogic AVC Arc voltage control connection Gas monitoring Depending on where the gas sensor is situated the use of a pilot static tube and the welding process monitoring phase Function disabled ex works...
Страница 96: ...s ID 03c0 version number System bus ID and version number are separated by a dot Cable resistance alignment see 5 13 2 chapter Only qualified service personnel may change the parameters TIG HF start s...
Страница 97: ...g torch or the intermediate hose package AW has been chan ged The resistance value of the cables can be set directly or can be aligned by the power source In the delivery state the cable resistance is...
Страница 98: ...ssure press the welding torch with the collet against a clean purged location on the workpiece and then press the torch trigger for approx 2 seconds A short circuit current will flow brief ly which is...
Страница 99: ...right to claim under warranty is void In all service matters always consult the dealer who supplied the machine Return deliveries of defective equipment subject to warranty may only be made through yo...
Страница 100: ...ly tighten if ne cessary Remove any spatter Clean the wire feed rollers on a regular basis depending on the degree of soiling 6 3 2 Monthly maintenance tasks Visual inspection Casing damage front rear...
Страница 101: ...r on wheels indicates that the equipment must be collected separately This machine has to be disposed of or recycled in accordance with the waste separation systems in use According to German law law...
Страница 102: ...achines with access block Entry level is blocked disable access lock see 5 12 chapter All machine control signal lights are illuminated after switching on No machine control signal light is illuminate...
Страница 103: ...achine displays The possible cause of the warning is signalled by the respective warning code see table The display of possible warning numbers depends on the machine version interfaces functions In c...
Страница 104: ...Err 12 VRD error Switch the machine off and on again If the error persists contact service Err 16 Pilot arc current Check welding torch Err 17 Filler wire error Excess current or deviation of nomi nal...
Страница 105: ...mpatible component Replace component 7 4 Resetting welding parameters to the factory settings All customised welding parameters that are stored will be replaced by the factory settings To reset the we...
Страница 106: ...7 F 1500 W max Flow rate 5 l min 1 3 gal min max Delivery height 35 m 115 ft max Pump pressure 3 5 bar 0 35 MPa Pump Tank content Centrifugal pump 12 l 2 65 gal Ambient temperature 5 25 C up to 40 C M...
Страница 107: ...t 35 m 115 ft max Pump pressure 3 5 bar 0 35 MPa Pump Tank content Centrifugal pump 12 l 2 65 gal Ambient temperature 5 25 C up to 40 C Machine cooling Fan AF Torch cooling Gas or water Workpiece lead...
Страница 108: ...5 m 115 ft max Pump pressure 3 5 bar 0 35 MPa Pump Tank content Centrifugal pump 12 l 2 65 gal Ambient temperature 5 25 C up to 40 C Machine cooling Fan AF Torch cooling Gas or water Workpiece lead mi...
Страница 109: ...t 35 m 115 ft max Pump pressure 3 5 bar 0 35 MPa Pump Tank content Centrifugal pump 12 l 2 65 gal Ambient temperature 5 25 C up to 40 C Machine cooling Fan AF Torch cooling Gas or water Workpiece lead...
Страница 110: ...e g connection cable 092 001470 00020 RV5M19 19POLE 5M Extension cable 092 000857 00000 9 2 Welding torch cooling system Type Designation Item no KF 23E 10 Coolant 10 C 9 3 l 094 000530 00000 KF 23E...
Страница 111: ...es 9 5 1 Synchronisation via cable frequency 50Hz to 200Hz For simultaneous two sided welding according to the master slave principle both welding machines must be fitted with the 19 pole connection s...
Страница 112: ...CrNi Fe St 2 4 6 CrNi Fe St 3 2 7 CrNi Fe St 3 2 8 CrNi Fe St 1 9 CrNi Fe St 1 6 10 CrNi Fe St 2 11 CrNi Fe St 2 4 12 CrNi Fe St 3 2 13 CrNi Fe St 3 2 14 CrNi Fe St 1 15 CrNi Fe St 1 6 16 CrNi Fe St...
Страница 113: ...1 39 Cu CuZn 1 6 40 Cu CuZn 2 41 Cu CuZn 2 4 42 Cu CuZn 3 2 43 Cu CuZn 3 2 44 Cu CuZn 1 45 Cu CuZn 1 6 46 Cu CuZn 2 47 Cu CuZn 2 4 48 Cu CuZn 3 2 49 Cu CuZn 3 2 50 AlMg 1 51 AlMg 1 6 52 AlMg 2 53 AlM...
Страница 114: ...AlSi 2 4 78 AlSi 3 2 79 AlSi 3 2 80 AlSi 1 81 AlSi 1 6 82 AlSi 2 83 AlSi 2 4 84 AlSi 3 2 85 AlSi 3 2 86 AlSi 1 87 AlSi 1 6 88 AlSi 2 89 AlSi 2 4 90 AlSi 3 2 91 AlSi 3 2 92 AlSi 1 93 AlSi 1 6 94 AlSi 2...
Страница 115: ...22 TIG manual TIG classic 123 Classic electrode 124 Reserved 125 Reserved 126 Reserved 127 Electrode JOB 128 Reserved 129 179 Free JOBs or SCO e g plasma 180 CrNi FeSt 2 4 181 CrNi FeSt 3 2 182 CrNi F...
Страница 116: ...P Pulse pause time s 0 01 0 00 20 0 Slope time s 0 10 0 00 20 0 Period from secondary current AMP to main current AMP Down slope time s 1 0 0 0 20 0 End current AMP 20 1 200 of main current AMP Gas po...
Страница 117: ...ww ewm group com en specialist dealers More than 400 EWM sales partners worldwide This welding equipment does not comply with IEC 61000 3 12 When connecting a welding machine to a public low voltage s...