

















Appendix
Parameter overview – setting ranges
099-00L200-EW501
13.05.2022
79
8
Appendix
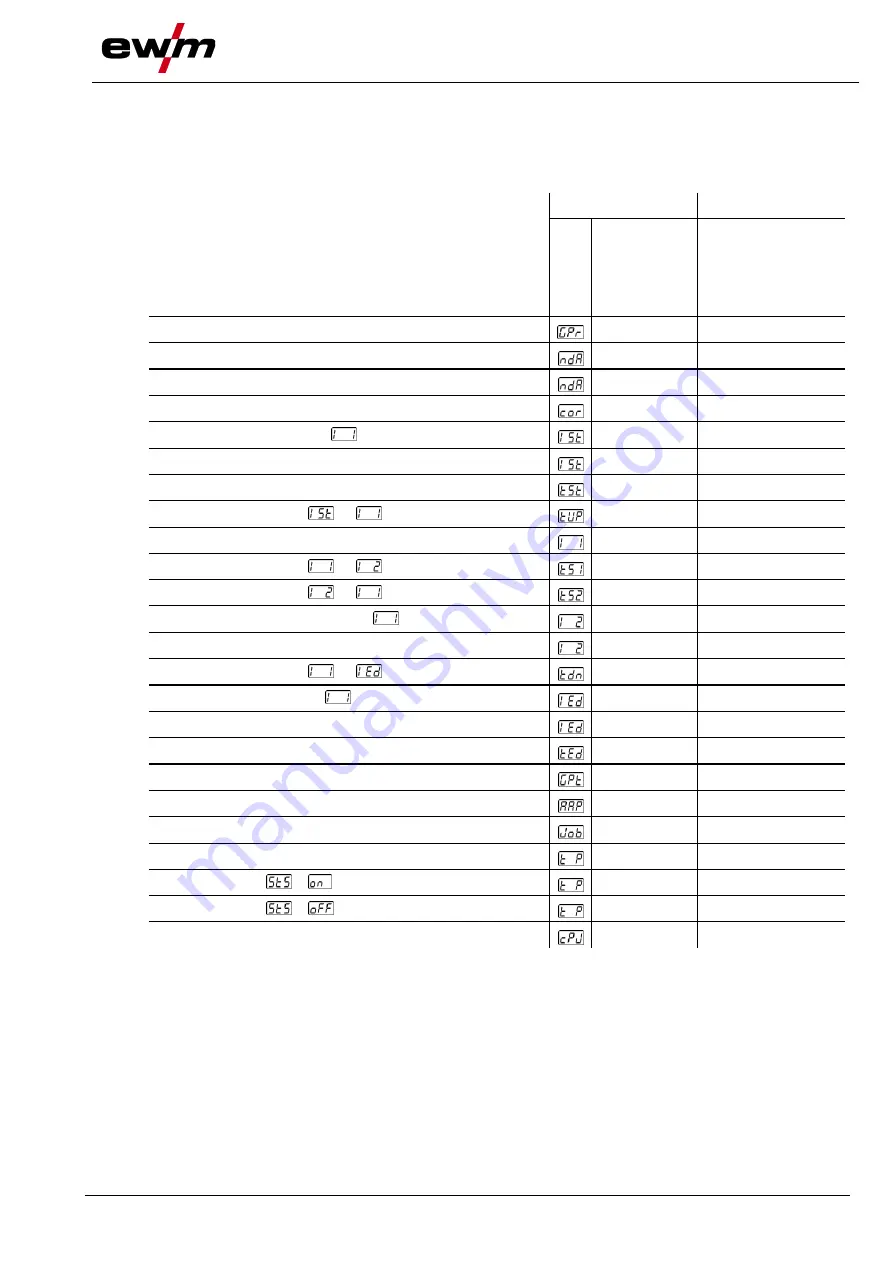
8.1 Parameter overview – setting ranges
8.1.1 TIG welding
Name
Display
Setting range
Co
de
S
tand
ar
d
Un
it
min
.
max.
Gas pre-flow time
0,5
s
0
-
20
Electrode diameter (metric)
2,4
mm
1,0
-
4,8
Electrode diameter (imperial)
93
mil
40
-
187
Ignition optimisation
100
%
25
-
175
Start current (per cent of
)
50
%
1
-
200
Start current (absolute, power source dependent)
-
A
-
-
-
Start time
0,01
s
0,01
-
20,0
Slope time (time from
to
)
0,00
s
0,00
-
20,0
Main current (power source dependent)
-
A
-
-
-
Slope time (time from
to
)
0,00
s
0,00
-
20,0
Slope time (time from
to
)
0,00
s
0,00
-
20,0
Secondary current (per cent of
)
50
%
1
200
Secondary current (absolute, power source dependent)
-
A
-
-
Slope time (time from
to
)
0,00
s
0,00
-
20,0
End current (per cent of
)
20
%
1
-
200
End current (absolute, power source dependent)
-
A
-
-
-
End current time
0,01
s
0,01
-
20,0
Gas post-flow time
8
s
0,0
-
40,0
activArc (main current dependent)
0
-
100
Welding tasks (JOB)
1
1
-
100
spotArc time
2
s
0,01
-
20,0
spotmatic time (
>
)
200
ms
5
-
999
spotmatic time (
>
)
2
s
0,01
-
20,0
JOB presets
-
1
100





















































