

























Functional characteristics
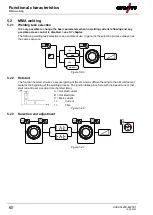
MMA welding
62
099-00L200-EW501
13.05.2022
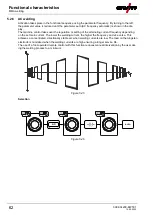
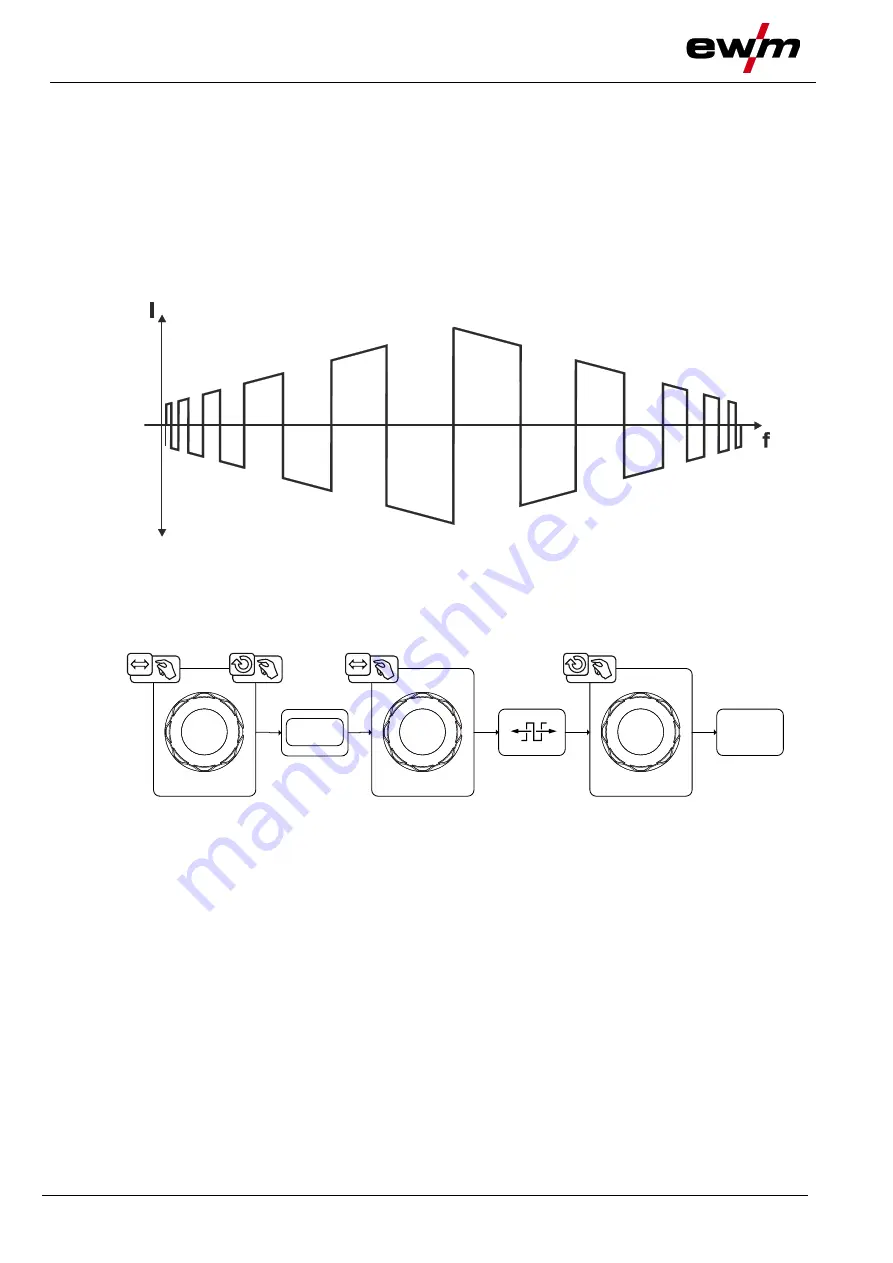
5.2.6 AC welding
Activation takes place in the functional sequence using the parameter frequency. By turning to the left,
the parameter value is reduced until the parameter auto (AC frequency automatic) is shown in the dis-
play.
The machine control takes over the regulation or setting of the alternating current frequency depending
on the set main current. The lower the welding current, the higher the frequency and vice versa. This
achieves a concentrated, directionally stable arc when welding currents are low. The load on the tungsten
electrode is minimised when the welding currents are high ensuring a longer service life.
The use of a foot-operated remote control with this function reduces manual intervention by the user dur-
ing the welding process to a minimum.
Figure 5-45
Selection
AC
auto
Figure 5-46





















































