# VSH400PLC090909
- 22 -
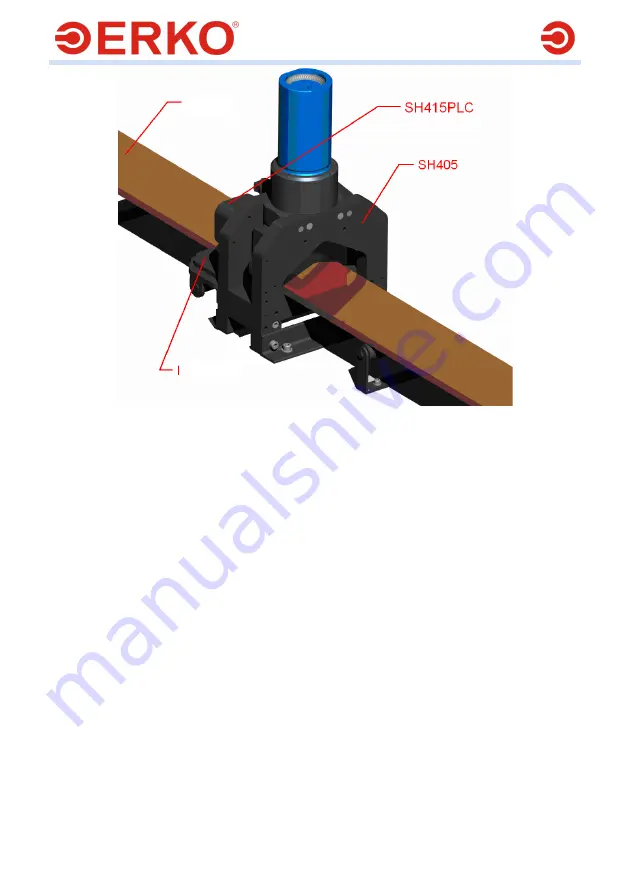
Fig. 26.
8.5 WORKING WITH AN EXTERNAL HEAD
Prepare the station as described in 6.1
Equip the pressure conduit with an external head and enter the settings as
described in item 6.7
Equip the head and follow the procedure described in the head technical
documentation.
Press the pedal Q3 to start the head.
Release the pedal to stop the process – the working element of the head will
return to its starting position.
NOTES:
Do not disconnect the head during its operation.
Disconnect the head and the conduit after the head working element has returned
to its starting position.
After the head and the conduit have been disconnected, put screens on the quick
couplers.
busbar
slide