






















19
EATON
Series 1 Heavy Duty Hydrostatic Fixed Displacement Motors Parts and Repair E-MOPI-TS002-E September 2004
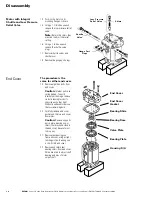
23. Remove end cover gasket and
dowel pins from motor
housing. Gasket may have
remained on end cover during
removal.
24. Remove bearing plate and pins
from cylinder barrel. If using a
small screwdriver to pry bear-
ing plate from cylinder barrel,
make sure bearing plate and
barrel surfaces are not
scratched or damaged.
Important:
Handle the
bearing plate and valve plates
with extreme care. They are
lapped to extremely close
tolerances for flatness.
25. Install bearing puller and
remove bearing from output
shaft (refer to Special Tools).
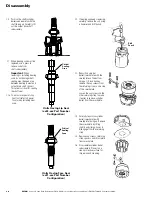
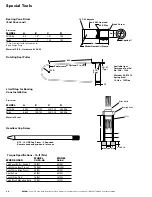
Rotating Group
Hub Puller and
Low Clearance
Bearing Puller
(refer to
Special Tools)
Use extreme care when handling all
close tolerance internal parts of motor.
Keep parts clean.
Low clearance bearing puller is recommended for
removal of end cover bearing cone. The bearing puller
pulls against bearing rollers, not against inner cup. It
is designed to prevent bearing cone and cylinder
barrel face from being damaged when bearing is
removed. Low clearance between end cover bearing
and cylinder barrel makes it difficult to use any other
type of bearing puller.
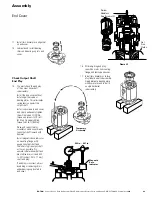
26. Carefully reposition motor on
its side. Using 1/4 in hex bit
socket, remove the two cap
screws that hold swashplate
in the housing.
27. Remove and discard sealing
washers from cap screws.
Replace with new sealing
washers.
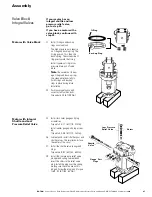
28. Push inward on shaft
assembly to dislodge the
swashplate from its pocket in
housing.
29. Carefully remove output
shaft/cylinder barrel assembly
from housing.
Disassembly






































































