





























17
Parts & Service: 020 8988 7400 / E-mail: [email protected] or [email protected]
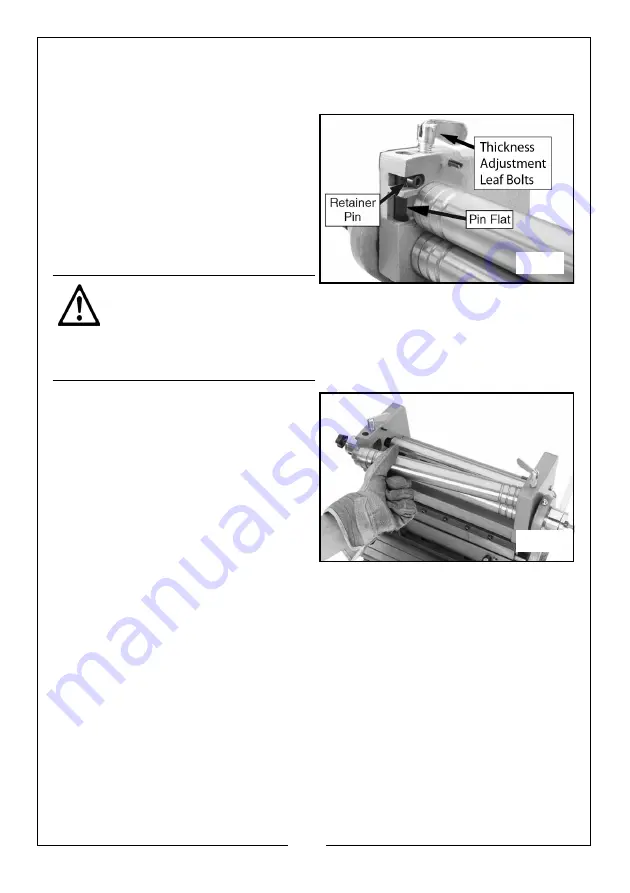
REMOVING THE WORKPIECE FROM T H E R OLLERS
TO REMOVE THE WORKPIECE FROM THE TOP ROLLER:
1. Insert the supplied hexagon key
into the retainer pin and rotate
the retainer pin until the flat
portion of the pin is facing toward
the roller or to the right, as shown
in Figure 26.
2. Rotate the thickness leaf bolts
anticlockwise until they no longer
apply pressure to the top roller.
3. Protect your hands from the sharp
edges of the workpiece, then
grasp the top roller and use
moderate force to pull it forward,
as shown in Figure 27.
4. Remove the workpiece, slide the
top roller back into place, then
secure the roller by rotating the
retainer pin until the flat side is no
longer visible.
CAUTION: THE SHARP EDGES OF
SHEET METAL CAN QUICKLY
CUT YOUR HANDS. ALWAYS USE
CAUTION AND HEAVY LEATHER
GLOVES WHEN HANDLING
SHEET METAL.
Fig. 26
Fig. 27







































































