























CHAPTER 3: OPERATING INSTRUCTIONS
THIN-LINE
®
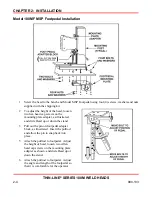
SERIES 180M WELD HEADS
990-133
3-3
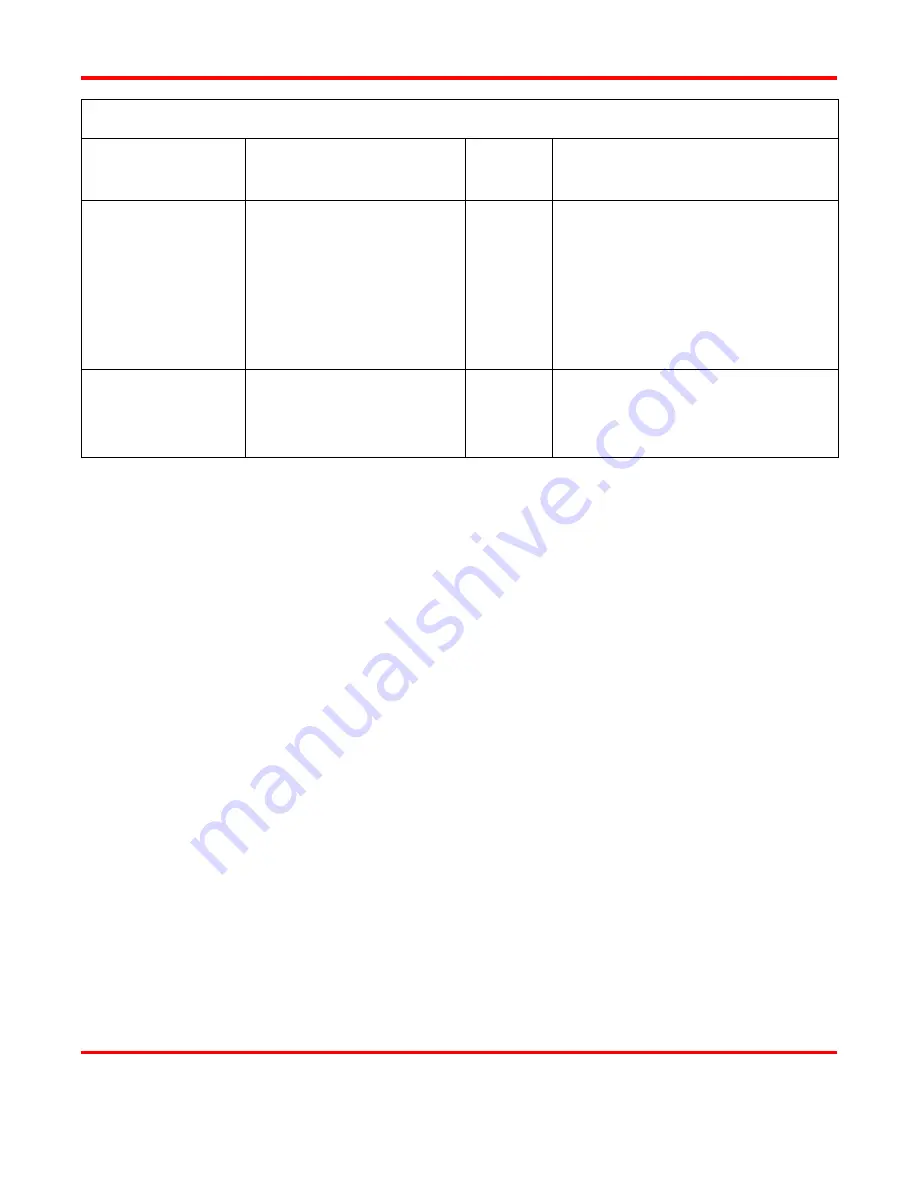
WELDHEAD TROUBLESHOOTING GUIDE
SYMPTOM
OR
PROBLEM
PRIMARY CAUSE
Weldhead-Related Cause
PRIORITY*
SOLUTION
Sparking
Excess Current/Energy
Insufficient Force
Poor Weldhead Follow-up
Electrode Tip Shape
Wrong Electrode Material
Dirty Electrodes
1
1
1
1
2
2
Decrease current/energy in steps of 5-10%
Increase force in steps of 10-20%
Reduce mass of top electrode holder
assembly
***
Use constant area electrodes or shape to
suit application
Check Electrode/Material Selection Guide
Clean electrodes and/or parts to be welded
Warping
Excess Welding Time
Excess Force
Electrode Tip Shape
1
1
2
Decrease Welding Time (A.C. Welding)
Decrease force in steps of 10-20%
Use constant area electrodes or shape to
suit application
**
In most cases capacitor discharge welds do not have a significant nugget.
***
For non-Miyachi Unitek weld heads.
A certain amount of experimentation is necessary to achieve the proper welding force setting for a
specific application. The following are some general rules to make quality welds:
a.
Larger parts require higher force.
b.
Larger diameter electrode faces require higher force.
c.
Higher electrode forces require higher weld currents (energy).
Содержание THIN-LINE 180 M Series
Страница 1: ...990 133 REV F WELD HEAD THINLINE 180 M SERIES OPERATION MANUAL ...
Страница 34: ......
Страница 38: ......
Страница 42: ......
Страница 44: ...AMADA MIYACHI AMERICA INC 1820 South Myrtle Ave Monrovia CA 91016 U S A TEL 1 626 303 5676 FAX 1 626 358 8048 ...