






















3DPlatform.com
22
Importance of Temperature
Extruder Temperature
Each material you use with the 3DP Workbench printer
will likely require a different temperature for the
extruder. Start with the temperatures provided and make
adjustments as needed.
• If extruder is not hot enough, the filament may not
adhere to the print bed or from layer to layer
• If extruder is too hot, the filament may warp or you
may see an unwanted variance in layer width
• If extruder temperature is too low filament may not
extrude properly or at all
Print Bed Temperature
The print bed on the 3DP Workbench printer is heated
to provide better adhesion of your printed parts. Each
material you use will likely require a different bed
temperature.
• To remove large or small parts, use the "Cooldown"
option from the prepare menu, or manually set bed
temperature to 0C. You will hear the plastic loosening
and the part will pop off the print bed.
Printing Tips
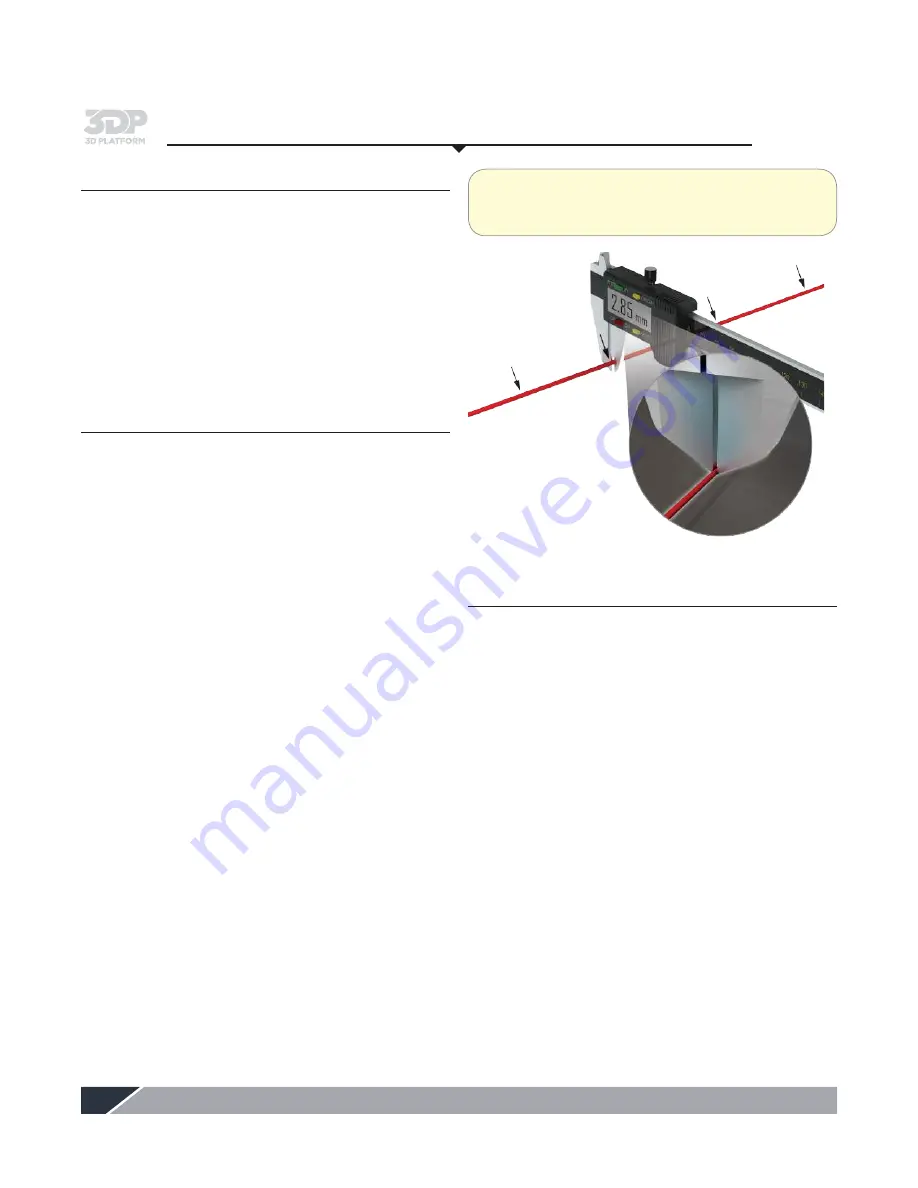
Measuring Filament
The standard nozzle for a 3DP Workbench printer
is 0.6 mm, which requires 3 mm filament (2.85 mm
filament must be between 2.80 and 3.05). However,
filament diameters vary depending on manufacturer. For
consistent layer resolution and high print quality, two
measurements are recommended.
Measure the filament diameter with a micrometer in
several areas along the filament roll. Enter the actual
diameter in the slicing software.
Tools Required
– Micrometer
Seasoning the Nozzle
The canola oil treatment is used primarily as routine
maintenance of the nozzles. However, this treatment
should also be used prior to using a new nozzle to help
prevent clogging and promote smooth filament flow.
• Canola oil treatment:
1. Heat nozzle to 260C.
2. Dip 1/2" of filament into canola oil.
3. Push button on side of extruder and push filament
through extruder and into nozzle by hand.
4. Extrude 200 mm of filament.
5. Push button on side of extruder and remove
filament from the extruder and hot end.
6. Break off end of filament that was in extruder
and hot end.
7. Repeat steps 3 through 6 three to four times until
you do not feel oily residue on the filament when you
remove from the extruder and hot end.
Oil should only be put on the filament the first time
running 200 mm of filament through the hot end.