





























Encoders on the Control you need to change the following parameters:
Absolute Encoders HiCON Enabled = Yes
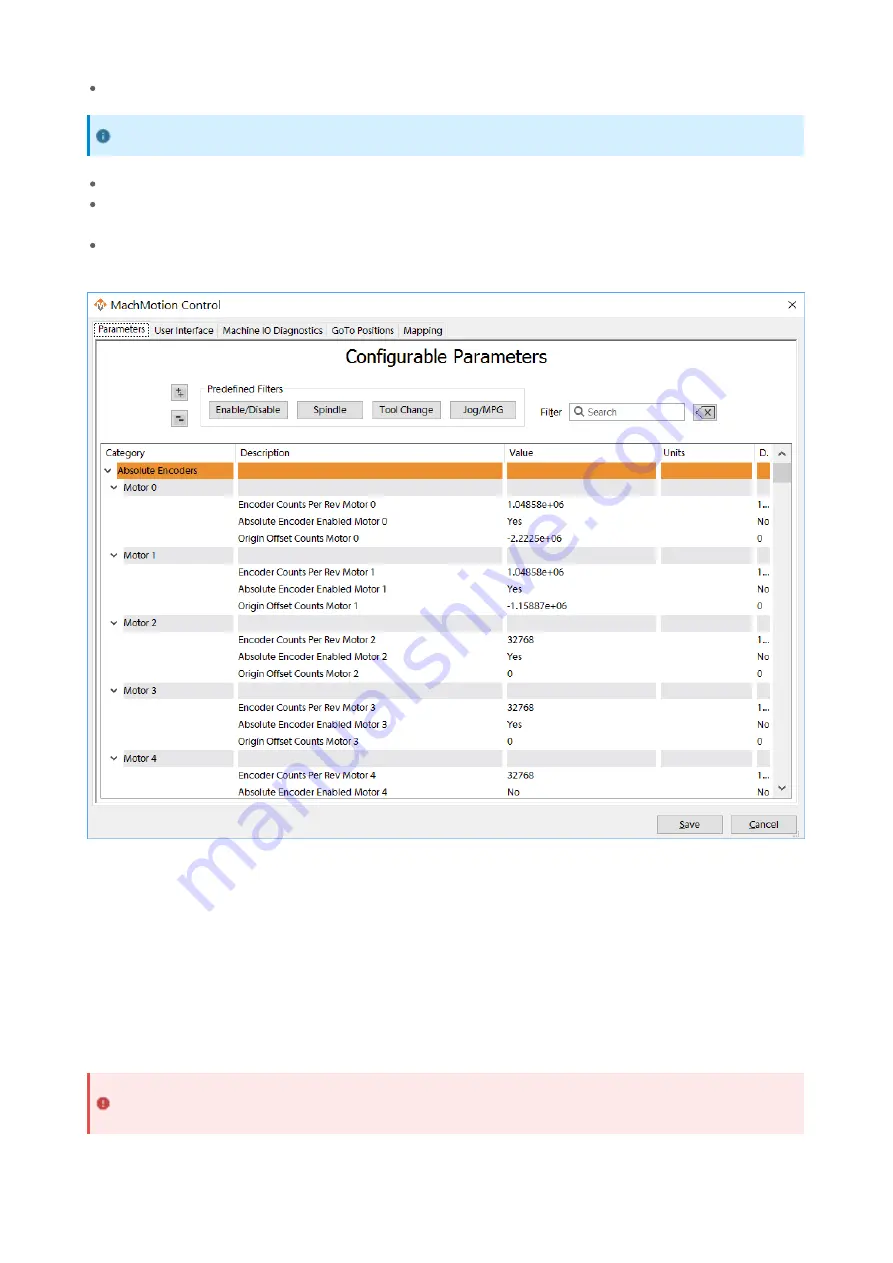
Absolute Encoders Enabled Motor xx = Yes
Encoder Counts Per Rev Motor xx = Encoder Counts calculated in the section
Origin Offset Counts Motor xx = Optional, offset the absolute value read from the drive. Units are
Encoder Counts.
Restart the CNC Control software and when the software loads it should read the encoder positions from the
Servo Drives and mark each axis as Homed. When the Control software is disabled and you press "Reset" the
control will update the encoder positions again. Another option is to press Compile Scrips to read the
encoder positions.
Manually position the motors, ball screws or pinions so the axis is square and not mechanically binding.
Configure the following parameters for each motor that will use Absolute Encoders
Testing
Syncing Slave Motor Positions
When using ABS encoders on a axis with multiple motors caution needs to be taken to sync the motor
positions before enabling or commanding any motion.
Squaring the Axis
Summary of Contents for SGDV-R70F
Page 25: ...Factor and Offset Analog Monitor 1 Pn006 XX02 Load Meter...
Page 31: ...Install Standoff Install Buffer Board...
Page 32: ...Reinstall mounting screw Install jumper on servo adaptor J5 pin 2 3 next to the labeled SEN...
Page 33: ...Install wire from Buffer Board to all Yaskawa servo adaptors for SEN signal...







































































