

















3
Environment
Operating temperature should be 0 C
to
+40 C.
You should have a good ventilation.
You must connect the machine to a
chip extractor.
Chip which still remains on the
machine to be cleaned up after each
session.
Technical requirements chip extractor
Chip Fancy must be approved
according to CE standard.
Airflow at 0 mmvp "no external" is
approximately 5000 m3/hr.
(Manufacturer's normal indication of air
flow.)
Diameter on the machine = 100 mm x3
and 1 x 125 mm dia.
Pressure drop in the engine 26 mmvp
at 25m / s.
Horizontal cutter
L = 510 mm. Cutting edge location
above cutterhead = 1 mm.
Side cutter
Cutters used must comply
with EN 847-1.
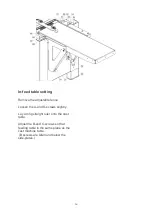
Table Surfaces
The tables are molded
with the highest quality.
Table surfaces are
specially processed to
obtain the highest
precision and good sliding
properties. When the
machine is new, a break-
in period until the tables
get a slightly shinier
surface to maintain optimum sliding
properties.
Tools Required
List of necessary tools to work with the
machine:
4 mm Allen key (supplied)
5 mm Allen key
6 mm Allen key
Spanner 10 mm (supplied)
Key Ring 10 mm
Key Ring 13 mm
Spanner 30 mm (supplied)
(For spindle)
Wrenches 8 or 10
(For spindle)
Sliding calliper
Measuring tape
Paraffin oil for table
Whetstone
Sound level:
Measured in the shop environment
Idle running
79.5 dB (A)
In work
83.2 dB (A)
( Lwa according to ISO 3746 Lwa =
109,7 dB(A) )
K = 4 dB(A) according to ISO 3746
Summary of Contents for PH365
Page 18: ...18 Overview ...
Page 19: ...19 Front ...
Page 20: ...20 Front ...
Page 21: ...21 Backside ...
Page 22: ...22 Backside ...
Page 23: ...23 Left vertical cutter ...
Page 25: ...25 Upper cutter feed rollers ...






























































