



















36 Multi Axis Engraver Operating Manual
Cleaning the Vacuum Filter (only with the vacuum chip removal option)
On systems with a vacuum chip removal system, frequent cleaning of the vacuum filter is necessary for proper
performance. When engraving with the vacuum filter system, the filter should be checked and cleaned several times a
day, depending on the amount of engraving done. If the vacuum does not appear to be functioning efficiently, clean the
filter more frequently as needed.
To clean the vacuum filter system, disconnect the vacuum hose from the canister. On the lid of the canister, note the three
snap clips. Loosen these clips to allow the removal of the lid. Remove the canister lid and inside you will find the filter.
Carefully remove the filter. Empty the filter and shake it out completely, being careful not to damage it, as the filters are
reusable. Place the filter back inside the canister, put the lid back on the canister and then snap the three clips back into
place.
Lubrication
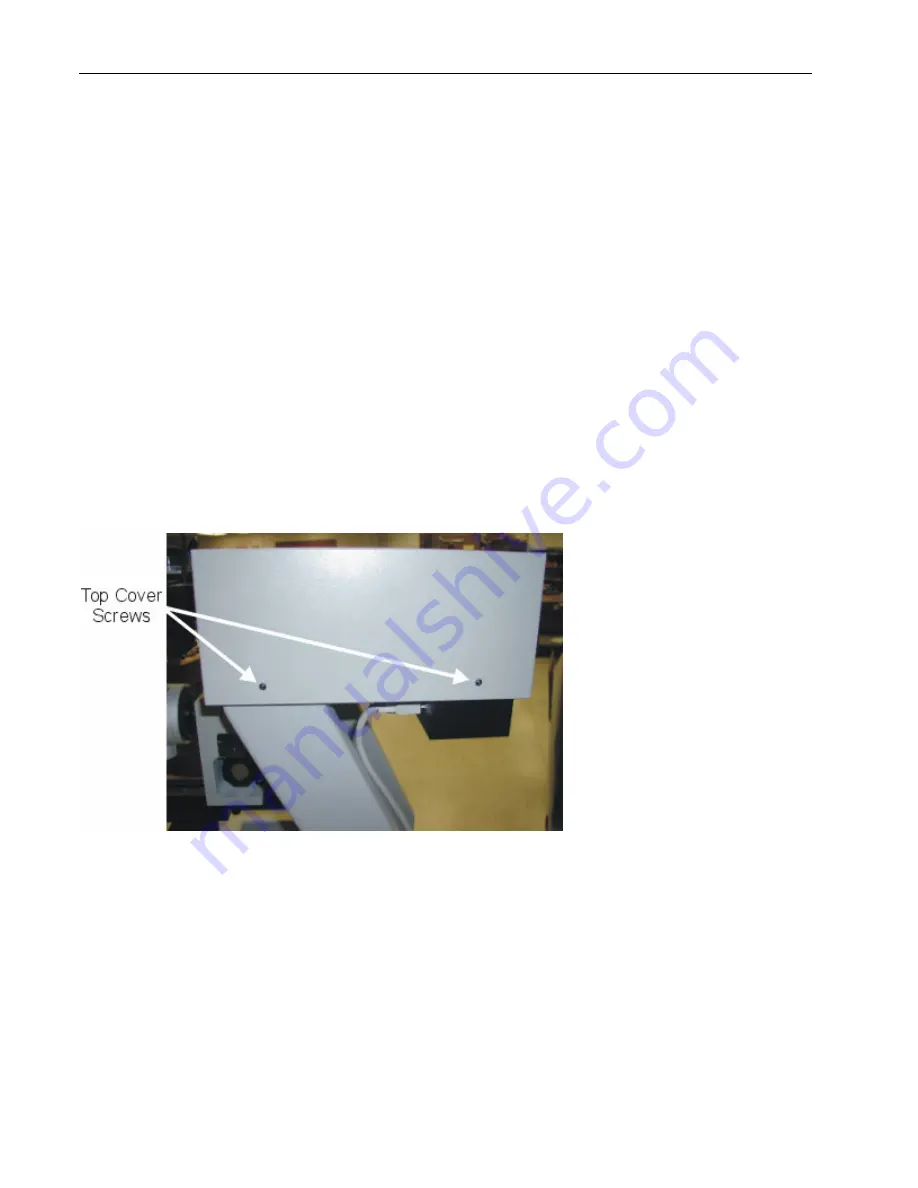
Remove the top cover from the MAX Engraver. To do this, remove the 2 screws from each side of the top cover as
shown below in figure 5.1
(Figure 5.1) The Top Cover Screws
Lubricating the X&Y-Axis Linear Rails:
Apply 2-3 drops of light oil (such as 3-in-1 oil) on the rails and rub it in with your fingers. Use the X jog button to move
the spindle to the right and left to evenly distribute the oil. Also, use the Y jog button to move the spindle from front to
back to evenly distribute the oil. See Figure 5.2 below.
Lubricating the X-Y-Z-Axis lead screws:
A light lubrication of the X, Y and Z lead screws should be performed after 2-4 weeks of usage. Use silicone lubricant or
an equivalent that has no teflon additives. Since the leadscrews have a teflon coating, using a lubricant with a teflon
additive may wear the teflon off of the leadscrews.See Figures 5.2 & 5.3 below.
Summary of Contents for Multi Axis
Page 9: ...Chapter 2 Installation 9 The MAX Engraver is now ready to engrave...
Page 10: ...10 Multi Axis Engraver Operating Manual...
Page 30: ...30 Multi Axis Engraver Operating Manual...
Page 34: ...34 Multi Axis Engraver Operating Manual...
Page 40: ...40 Multi Axis Engraver Operating Manual...
Page 41: ...Index 41...