

























Model 204B BEVELMASTER
™
92-0699 Rev. 060412
23
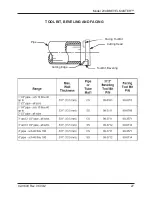
1.250" to 1.630"
(31.8 mm to 41.4 mm)
1.560" to 2.000"
(39.6 mm to 50.8 mm)
1.930" to 2.390"
(49.0 mm to 60.7 mm)
2.320" to 2.780"
(58.9 mm to 70.6 mm)
2.710" to 3.160"
(68.8 mm to 80.3 mm)
3.090" to 3.550"
(78.5 mm to 90.2 mm)
Mounting ID
Ramp and Block Combination
STEEL JAW BLOCK AND RAMP PROFILES - STANDARD MANDREL
Summary of Contents for BEVELMASTER 204B
Page 1: ...Operation Manual 92 0699 Rev 060412 Model 204B BEVELMASTER ...
Page 45: ......







































































