


















• VARIABLE SHADE CONTROL
After turn on the lens, short press “FUNC” button to choose “SHADE”, and adjust the lens
shade number. Use “ ” and “ ” buttons to select the lens shade in the dark state. The shade
range for each mode are as follows:
Cutting Mode
−
Shade 5 ~ 8 (See fig.15a)
Weld Mode
−
Shade 9 ~ 13 (See fig.15b)
Grind Mode
−
No. 4 only (See fig.15c)
Select the proper shade number for your welding / cutting process, by referring to the “Shade
Guide Table” on page 19.
• SENSITIVITY CONTROL
Press “FUNC” button to choose “SENSITIVITY”. Use “ ” and “ ” buttons to make the lens
more or less sensitive to arc light of different welding processes. Sensitivity setting 5-10 is
the normal setting for everyday use. The sensitivity ranges for each mode are as follows:
Cutting Mode
(Shade 5 ~ 8) /
Weld Mode
(Shade 9 ~ 13)
−
Sensitivity 0 ~ 10 (See fig.16a /
16b)
Grind Mode
− No sensitivity adjustment
As a simple rule for optimum performance, it is recommended to set sensitivity to the
maximum at the beginning and then gradually reduce it, until the filter reacts only to the
welding light flash and without annoying spurious triggering due to ambient light conditions
(direct sun, intensive artificial light, neighbouring welder's arcs etc.).
It may be necessary to adjust helmet sensitivity to accommodate different lighting conditions
or if lens is flashing On and Off. Adjust helmet sensitivity as follows: Adjust helmet sensitivity
in lighting conditions helmet will be used in.
• Press “ ” button to lower setting to 0.
• Face the helmet in the direction of use, exposing it to the surrounding light conditions.
• Press “ ” button repeatedly until the lens darkens, then press “ ” button until
lens clears.
Helmet is ready for use. Slight readjustment may be necessary for certain applications or if
lens is flashing on and off.
• DELAY CONTROL
Press “FUNC” button to choose “DELAY”, begin lens delay adjustments. Use the Lens Delay
Control “ ” and “ ” buttons to adjust the time for the lens to switch to the clear state after
welding or cutting.
Cutting Mode
(Shade 5 ~ 8) /
Weld Mode
(Shade 9 ~ 13)
−
Delay 0 ~ 10 (See fig.17a / 17b)
Grind Mode
− No sensitivity adjustment
The delay is particularly useful in eliminating bright after-rays present in higher amperage
applications where the molten puddle remains bright momentarily after welding. Use the
Lens Delay Control buttons to adjust delay from 0 to 10 (0.1 to 1.0 second). When welding
stopped, the viewing window automatically changes from dark back to light but with a
pre-set delay to compensate for any bright afterglow on the workpiece. The delay time /
response can be set from Level 0 to level 10. It is recommended to use a shorter delay
with spot welding applications and a longer delay with applications using higher currents.
Longer delays can also be used for low current TIG welding, and TIG / MIG / MAG pulse.
•
ADJUSTING THE FIT OF THE HELMET
The overall circumference of the headband can be made larger or smaller by rotating the
knob on the back of the headband (See adjustment “Y” in fig.18). This can be done while
wearing the helmet and allows just the right tension to be set to keep the helmet firmly on
the head without it being too tight.
•
If the headband is riding too high or too low on your head, adjust the strap which passes
over the top of your head. To do this release the end of the band by pushing the locking pin
out of the hole in the band. Slide the two portions of the band to a greater or lesser width
as required and push the locking pin through the nearest hole (See adjustment “W” in
fig.18).
•
Front and back bands will automatically self-adjust according to headform, and soft pads
suit forehead and back of head perfectly, which will bring more comfort (See fig.19a). Test
the fit of the headband by lifting up and closing down the helmet a few times while wearing
it. If the headband moves while tilting, re-adjust it until it is stable.
•
ADJUSTING THE DISTANCE BETWEEN THE HELMET AND THE FACE
Step 1: Press down and hold the “LOCK” latch on both sides (See fig.19b) and it can be
slide back and forth.
Step 2: Loosen the “LOCK” latch and keep it snap into slots. Please make sure the
distance between the lens to both eyes are equal, to avoid uneven darkness.
• ADJUSTING VIEW ANGLE POSITION
Tilt adjustment is located on right side of helmet. Loosen the right headgear tension knob
and adjust the lever forward or back to the proper position. Re-tighten the right headgear
tension knob (See fig.19c).
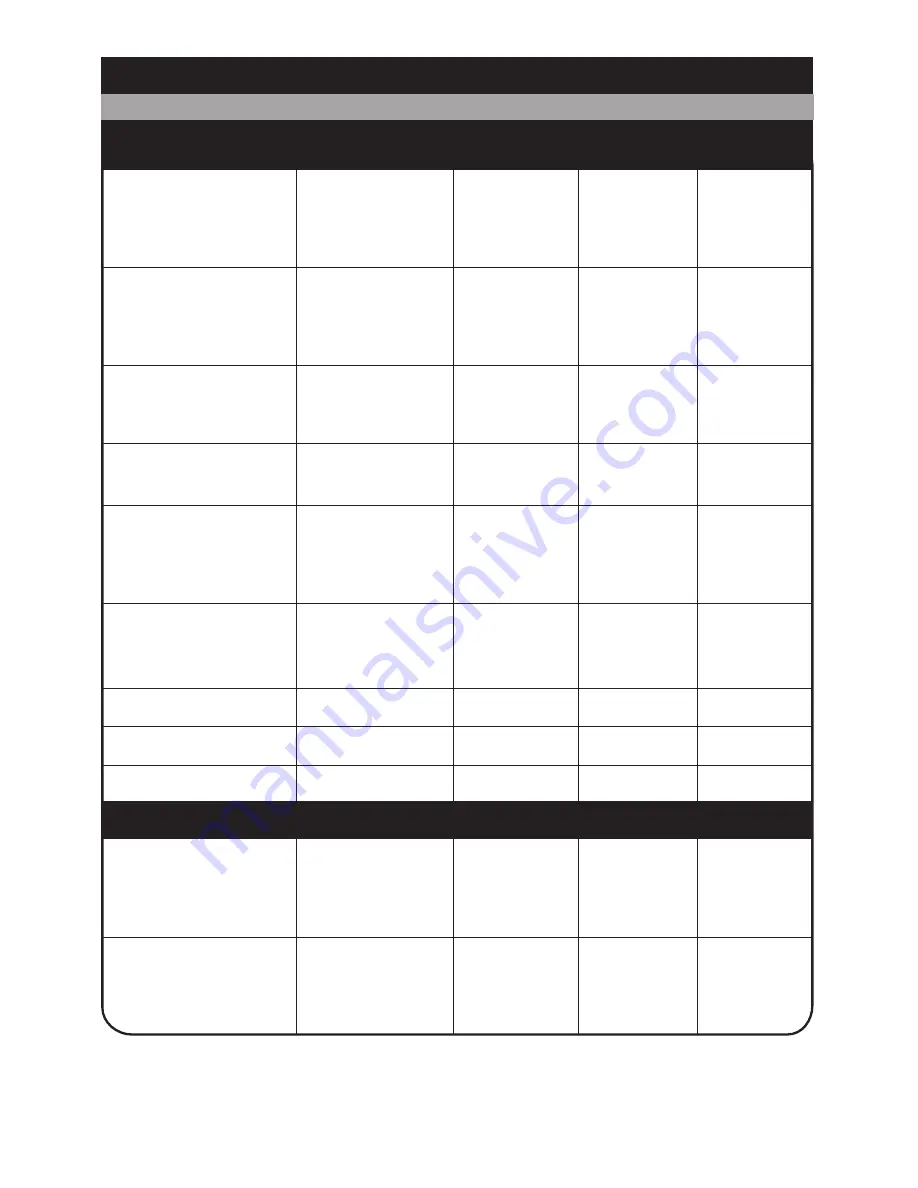
SHADE GUIDE TABLE
(1)
As a rule of thumb, start with a shade that is too dark, then go to a lighter shade which gives
sufficient
view of the weld zone without going below
the minimum. In oxyfuel gas welding or cutting where the torch produces a high yellow light, it is desirable to use a
filter
lens that absorbs the yellow
or sodium line the visible light of the (spectrum) operation
(2)
These values apply where the actual arc is clearly seen. Experience has shown that lighter
filters
may be used when the arc is hidden by the workp
iece.
Data from ANSI Z49.1-2005
Shielded metal arc
welding
Gas metal arc
welding and flux
cored arc welding
Gas tungsten arc
welding
Air carbon
Arc cutting
Plasma arc welding
Plasma arc cutting
Torch brazing
Torch soldering
Carbon arc welding
Gas welding
Light
Medium
Heavy
Oxygen cutting
Light
Medium
Heavy
Less than 3 (2.5)
3-5 (2.5–4)
5-8 (4–6.4)
More than 8 (6.4)
(Light)
(Heavy)
(Light)
(2)
(Medium)
(2)
(Heavy)
(2)
Under 1/8
1/8 to 1/2
Over 1/2
Under 1
1 to 6
Over 6
Less than 60
60-160
160-250
250-550
Less than 60
60-160
160-250
250-500
Less than 50
50-150
150-500
Less than 500
500-1000
Less than 20
20-100
100-400
400-800
Less than 300
300-400
400-800
–
–
–
Under 3.2
3.2 to 12.7
Over 12.7
Under 25
25 to 150
Over 150
—
10
12
14
—
11
12
14
10
12
14
12
14
6 to 8
10
12
14
8
12
14
3 to 4
2
14
4 or 5
5 or 6
6 or 8
3 or 4
4 or 5
5 or 6
7
8
10
11
7
10
10
10
8
8
10
10
11
6
8
10
11
8
9
10
–
–
–
GUIDE FOR SHADE NUMBERS
OPERATION ELECTRODE SIZE ARC MINIMUM SUGGESTED
(1)
1/32 in. (mm) CURRENT (A) PROTECTIVE SHADE NO.
SHADE (COMFORT)
PLATE THICKNESS
in. mm
19


































































