408-1745
2
of 7
Rev
D
DANGER
If crimping head must be removed after being in
production, pressure must be released in the hydraulic
system before head is removed.
- If using Hydraulic Power Unit 69120-[ ],
DISCONNECT POWER UNIT FROM POWER
SUPPLY.
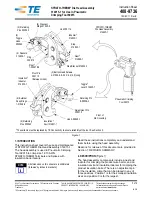
4. NEST SELECTION
Nest
Indenterr
Thumb
Knob
Nest Wheel
Lock
To Open Head,
Depress Latch
Pull Back Nest Wheel Lock, Then Turn Thumb
Knob to select Desired Nest.
DANGER
To avoid personal injury, release the hydraulic pressure
to the hose or handle control. Disconnect electric power
unit from power supply.
Figure 2
1. Depress the latch and open the crimping head as
shown in Figure 2.
2. While the head is open, pull back the nest wheel
lock and turn the thumb knob until the desired nest
appears. Wire size numbers appear at each nest.
3. Rotate the thumb knob left or right until the nest
wheel locks into place. If thee nest wheel is not
properly locked, the head cannot be closed.
5. WIRE STRIPPING
Strip wires to the dimensions listed in Figure 3.
CAUTION
Do not use wires with nicked or missing conductor
strands.
6. CRIMPING PROCEDURE
WIRE
SIZE
WIRE STRIP LENGTH
Terminals
Butt and Parallel Splices
Min.
Max.
Min.
Max.
8
8.38
[.33]
9.14
[.36]
10.41
[.41]
11.18
[.44]
6
9.91
[.39]
10.67
[.42}
11.94
[.47]
12.70
[.50]
4
11.43
[.45]
12.19
[.48]
13.46
[.53]
14.22
[.56]
2
13.21
[.52]
14.0
[.55]
14.99
[.59]
15.75
[.62]
DANGER
To avoid personal injury, release the hydraulic pressure
to the hose or handle control. Disconnect electric power
unit from power supply.
Figure 3
1. Center the terminal or splice wire barrel in the
nest as shown in Figure 4. For best results, position
the brazed seam on the terminal or splice toward
the indenter.
NOTE
Wire size stamped on the terminal or splice must
correspond to the wire size stamped in the nest.
2. Activate the power unit to advance the indenter
and hold the terminal or splice in place. Do not
deform the wire barrel of the terminal or splice.
Figure 4
!
!
!
!
NOTE
i
Terminal
Parallel
Splice
Butt
Splice
Center Terminal or
Splice Wire Barrel
in Nest
When Brazed Seam on Terminal
or Splice is Visible, Position Seam
Toward Indenter
“B” Equals Wire Barrel