




















Assembly
02|NSE-M plus 138 |en
11
Assembly
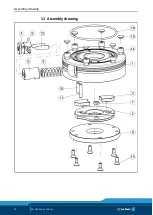
The item numbers to the corresponding individual parts refer to
the drawing in chapter 11.
Access to the drive piston (item 4) on the side must be ensured
during the assembly of the manually actuated quick change
pallet system, in particular in the event of clamped clamping
pallets. Check whether the drive piston is easy to access in order
to open or close the clamping module prior to the installation.
Wear protective equipment (protective gloves and safety shoes).
WARNING
Risk of injury due to falling down of the Quick Change Pallet
System during transport
Transport carefully.
Use a crane and/or a trolley for transport
CAUTION
Risk of injury due to squeezing
Install the Quick Change Pallet System carefully.
Don't get your limps in a gap between moving parts or clamping
fixture of the machine.
General assembly notes
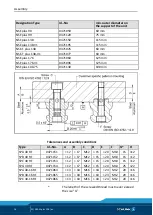
If several clamping units are to be mounted in serial connection,
please make sure that the evenness and deviation in height of the
supporting surfaces from module to module keeps within 0.01 mm
(relating to a depth gauge of 200 mm). The deviation of the
interface position should not exceed ± 0.015 mm.
Due to the redundancy, clamping systems that are lying further
than 160 mm apart from each other or whose positioning
tolerance is not within ± 0.01 mm should use clamping pins with
positioning accuracy in one direction (SPB 40). For clamping
positions which are not used for alignment of the devices or
pallets, clamping pins with centric scope (SPC 40) can be used (see
also chapter 6.4).
6
6.1







































































