Torques per screw
03.00|1341130_ROTA NCR-A |en
21
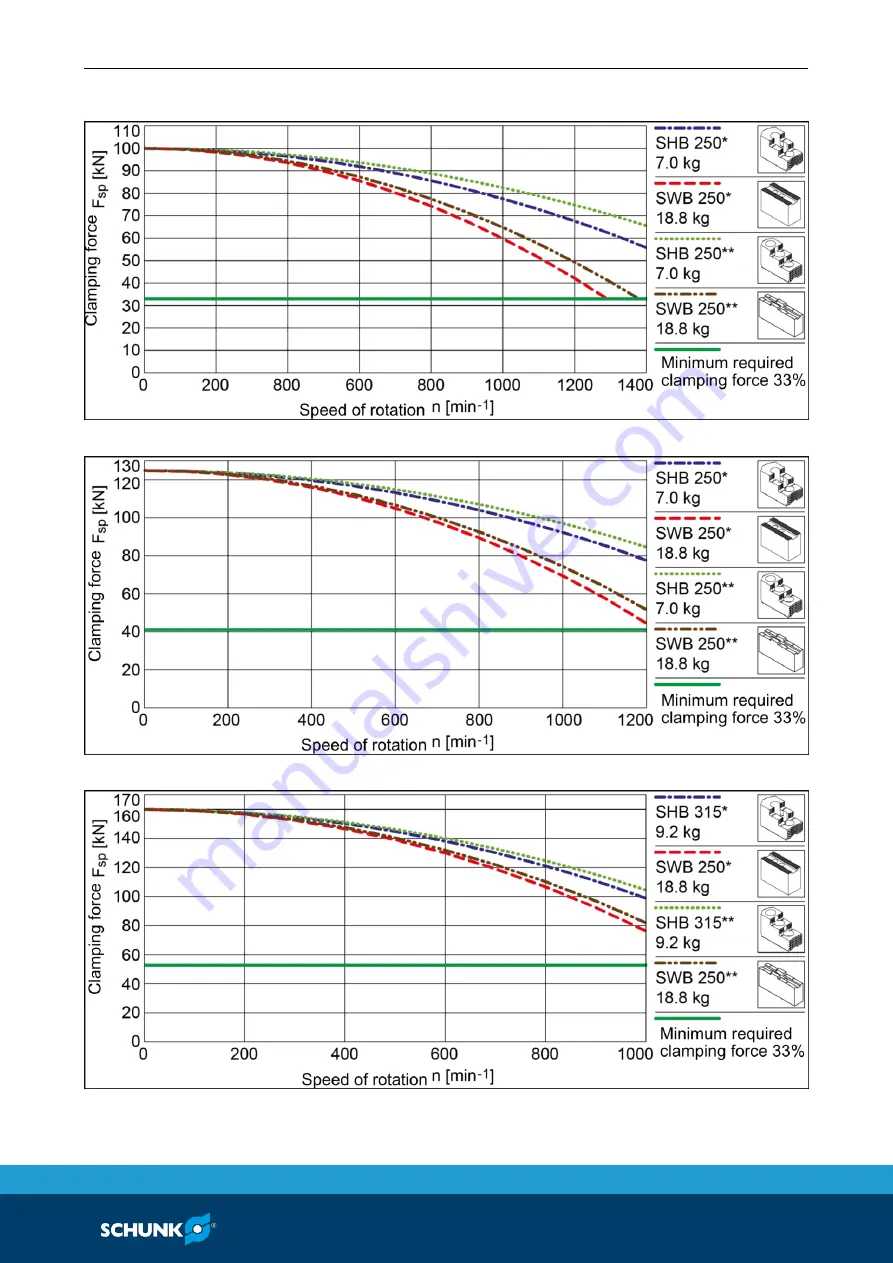
Clamping force/RPM graph for ROTA NCR-A 400
Clamping force/RPM graph for ROTA NCR-A 500
Clamping force/RPM graph for ROTA NCR-A 630
Page 1: ...Translation of the original manual Power Chuck ROTA NCR A Assembly and operating manual Superior Clamping and Gripping ...
Page 2: ...s for the purpose of technical improvement Document number 1341130 Version 03 00 13 05 2019 en H D SCHUNK GmbH Co All rights reserved Dear Customer thank you for trusting our products and our family owned company the leading technology supplier of robots and production machines Our team is always available to answer any questions on this product and other solutions Ask us questions and challenge u...
Page 3: ...ort 11 2 11 Malfunctions 11 2 12 Disposal 12 2 13 Fundamental dangers 12 2 13 1 Protection during handling and assembly 12 2 13 2 Protection during commissioning and operation 13 2 13 3 Protection against dangerous movements 13 2 13 4 Notes on particular risks 14 3 Technical data 18 3 1 Chuck data 18 3 2 Clamping force speed diagrams 19 3 3 Calculations for clamping force and speed 23 3 3 1 Calcul...
Page 4: ...33 5 4 Replacement of jaws 34 5 5 Switching the compensating clamping on and off 35 6 Function 36 6 1 Function and handling 36 6 2 Functional testing 36 7 Maintenance 38 7 1 Maintenance intervals 38 7 2 Disassembly and assembly of the Chuck 38 7 3 Disassembling and assembling the piston 40 7 4 Lubrication 41 8 Spare parts 42 9 Assembly drawings 44 10 Translation of the original declaration of inco...
Page 5: ...ustrations in this manual are provided for basic understanding and may differ from the actual product design In addition to these instructions the documents listed under 1 1 2 Page 6 are applicable Presentation of Warning Labels To make risks clear the following signal words and symbols are used for safety notes DANGER Danger for persons Non observance will inevitably cause irreversible injury or ...
Page 6: ...warranty period is 24 months after delivery date from factory or 500 000 cycles if it is used as intended under the following conditions Observe the applicable documents 1 1 2 Page 6 Observe the ambient conditions and operating conditions 2 6 Page 9 Observe the specified maintenance and lubrication intervals 7 Page 38 Parts touching the workpiece and wear parts are not included in the warranty A c...
Page 7: ...ce and RPM in the chapter Technical data 3 Page 18 Not intended use A not intended use of the product is for example It is used as a press a punch a toolholder a load handling device or as lifting equipment the product is used for unintended machines or workpieces the technical data is exceeded when using the product 3 Page 18 if workpieces are not clamped properly paying particular attention to t...
Page 8: ...ter distance lead to greater surface pressure in the jaw guidance and can significantly reduce the clamping force If for constructional reasons the special chuck jaws are heavier than the top jaws assigned to the lathe chuck greater centrifugal forces must be accounted for when defining the required clamping force and the recommended speed The maximum recommended speed may only be operated in conj...
Page 9: ...ion 7 1 Page 38 Only use a calibrated clamping force tester for measuring during the clamping force test With the smallest possible actuating pressure clamping cylinder the base jaws should move evenly This method only provides a limited indication and is not a substitute for measuring the clamping force If the clamping force has dropped too much or if the base jaws and pistons no longer move prop...
Page 10: ...ersonnel of the manufacturer is able to perform the delegated tasks and to recognize and avoid possible dangers Personal protective equipment Use of personal protective equipment Personal protective equipment serves to protect staff against danger which may interfere with their health or safety at work When working on and with the product observe the occupational health and safety regulations and ...
Page 11: ...ctions Observe the current safety accident prevention and environmental protection regulations regarding the product s application field Transport Handling during transport Incorrect handling during transport may impair the product s safety and cause serious injuries and considerable material damage When handling heavy weights use lifting equipment to lift the product and transport it by appropria...
Page 12: ...s to secure the danger zone Disconnect power sources before installation modification maintenance or calibration Ensure that no residual energy remains in the system If the energy supply is connected do not move any parts by hand Do not reach into the open mechanism or movement area of the product during operation Protection during handling and assembly Incorrect handling and assembly Incorrect ha...
Page 13: ...nst inadvertent reactivation Never rely solely on the response of the monitoring function to avert danger Until the installed monitors become effective it must be assumed that the drive movement is faulty with its action being dependent on the control unit and the current operating condition of the drive Perform maintenance work modifications and attachments outside the danger zone defined by the ...
Page 14: ... clamping force may fail immediately and the workpiece may be released in an uncontrolled manner This poses a risk of death or injury to the operating personnel and can result in serious damage to the automated system The machine manufacturer and the operator of the machine must carry out and document a hazard assessment and risk analysis to ensure that suitable measures are taken to maintain the ...
Page 15: ...ught on the lathe chuck and being dragged into the machine Loose clothing or long hair may become caught on projecting parts of the lathe chuck and be drawn into the machine The machines and equipment must fulfill the minimum requirements of the EC Machinery Directive specifically they must have effective technical measures to protect against potential mechanical hazards Always wear tight fitting ...
Page 16: ...tions during operation of the chuck especially in connection with machining centers and other technical equipment CAUTION Risk of burns due to workpieces with high temperatures Wear protective gloves when removing the workpieces Automatic loading is preferred CAUTION Risk of damage due to incorrect choice of clamping position for chuck jaws on workpiece If an incorrect clamping position is chosen ...
Page 17: ...nd noise generation Physical and mental strains due to imbalanced workpieces and noise during the machining process on the clamped and rotating workpiece Ensure the chuck s axial and concentric runout Check options for remedying imbalances on special top jaws and workpieces Reduce the speed Wear hearing protection ...
Page 18: ... 041 0 063 0 216 0 338 0 935 1 491 3 360 Max jaw eccentricity of center of gravity in axial direction amax mm 12 24 24 24 32 32 32 32 40 Sizes 1200 to 2500 on request The maximum RPM stated is only valid with the maximum clamping force and when using the hard standard chuck jaws that go with the chuck If unhardened top jaws or special chuck jaws are used ensure that the jaws weigh as little as pos...
Page 19: ... outer diameter of the chuck jaws The chuck is in perfect condition and lubricated with SCHUNK LINOMAX plus special grease If one or more of these prerequisites is modified the graphs will no longer be valid Chuck setup for clamping force RPM graph FspB Jaw clamping force S Center of gravity rs Radius of center amax Max jaw eccentricity of center of gravity in axial direction Fmax Max actuating fo...
Page 20: ...Torques per screw 20 03 00 1341130_ROTA NCR A en Clamping force RPM graph for ROTA NCR A 225 Clamping force RPM graph for ROTA NCR A 250 Clamping force RPM graph for ROTA NCR A 315 ...
Page 21: ...Torques per screw 03 00 1341130_ROTA NCR A en 21 Clamping force RPM graph for ROTA NCR A 400 Clamping force RPM graph for ROTA NCR A 500 Clamping force RPM graph for ROTA NCR A 630 ...
Page 22: ...es per screw 22 03 00 1341130_ROTA NCR A en Clamping force RPM graph for ROTA NCR A 800 Clamping force RPM graph for ROTA NCR A 1000 without centrifugal force compensation with centrifugal force compensation ...
Page 23: ...aw set kg sz Safety factor for machining Mc Centrifugal force torque Nm Σs Max clamping force of chuck N kgm 9 81 Nm Calculation of the required clamping force in case of a given rpm The initial clamping force Fsp0 is the total force impacting radially on the workpiece via the jaws due to actuation of the lathe chuck during shutdown Under the influence of rotation the jaw mass generates an additio...
Page 24: ...he workpiece is released spontaneously Do not exceed the calculated RPM Do not fall below the necessary minimum clamping force Reduction in effective clamping force by the magnitude of the total centrifugal force for gripping from the outside inwards The required effective clamping force for machining Fsp is calculated from the product of the machining force FspZ and the safety factor Sz This fact...
Page 25: ...force The formula for the calculation of the total centrifugal force Fc is For this n is the given speed of rotation in RPM The product mB rs is referred to as the centrifugal force torque Mc In case of toolholders with split chuck jaws i e with base jaws and top jaws for which the base jaws change their radial position only by the stroke amount the centrifugal torque of the base jaws McGB and the...
Page 26: ...ws and T nuts are not taken into account First the required effective clamping force Fsp is calculated using the machining force stated Initial clamping force during shutdown Calculation of total centrifugal force For two part chuck jaws the following applies Centrifugal torque of base jaw and top jaw specified in Chuck data table For the centrifugal torque of the top jaw the following applies Cen...
Page 27: ...calculation Permissible RPM for a given effective clamping force The following data is known from previous calculations Initial clamping force during shutdown Fsp0 17723 N Machining force for machining job Fspz 3000 N application specific Total centrifugal torque of all jaws Mc 2 668 kgm Safety factor Sz 1 5 according to VDI 3106 Safety factor Ssp 1 5 according to VDI 3106 NOTE Masses of the jaw m...
Page 28: ...rical workpieces or the use of various chuck jaws as well as uneven application of lubricants In order to prevent damage resulting from these residual risks the entire rotor is to be dynamically balanced in accordance with DIN ISO 21940 11 Torques per screw Tightening torques for mounting screws used to clamp the chuck on lathes or other suitable technical equipment screw quality 10 9 Screw size M...
Page 29: ...nt 5 2 Page 29 2 Mounting of the chuck 5 Page 29 3 Check the function 6 2 Page 36 Checking the chuck mounting Checking the spindle nose for mounting the chuck flange The machine side has to be aligned prior to the flange being installed in order to achieve high true running accuracy for the chuck To do this check the contact surfaces on the spindle for axial and concentric run out using a dial ind...
Page 30: ... The screws item 10 cannot be inserted into the piston item 3 and rotated Fully screw the chuck into the drawbar Fasten the chuck with the mounting screws supplied item 60 to the spindle nose Tighten the chuck mounting screws item 60 alternately Check radial and axial run out at the checking edge Check the jaw stroke of the base jaws and that these can move easily Attach top jaws according to the ...
Page 31: ...king edge Check the jaw stroke of the base jaws and that these can move easily Screw screws item 33 together with pins item 31 into the piston item 3 as far as it will go pendulum locking is active Assemble the three stop pins item 40 Place cover on item 34 and tighten with screws item 39 Attach top jaws according to the marking to the base jaws The spindle is disassembled in the same way but in t...
Page 32: ...lange is attached on the spindle nose Before installing the chuck flange remove any dirt or swarf from the machine spindle and from the centring mount and the contact surface of the flange A chuck flange made by the user himself must be finished machining on the machine spindle and must be balanced before the chuck is mounted After mounting it must be ensured that the flange is fitted tightly on t...
Page 33: ...ange by means of the fastening screws using a torque wrench During this pay attention to the specified maximum tightening torques 4 Page 28 Next check the radial and axial run out again as described in figure see figure Assembly of the chuck E Mounting the chuck by means of a direct mount When mounting the chuck by means of a direct mount with a through screw connection the flange is first attache...
Page 34: ... 315 400 500 630 800 1000 max radial run out error mm 0 02 0 02 0 03 0 03 0 04 0 05 0 06 0 08 0 10 max axial run out error mm 0 02 0 02 0 02 0 03 0 04 0 04 0 04 0 05 0 06 Replacement of jaws When changing the top jaws the serration must be cleaned Chuck jaws for maximum clamping repeat accuracy must be turned or ground in the lathe chuck under clamping pressure When turning or grinding ensure that...
Page 35: ... 33 Switching off the oscillating clamp Piston position or jaw position freely selectable Remove the screw item 35 Fully screw in the screw item 33 as far as it will go into the piston item 3 Screw in the screw item 35 Switching on the oscillating clamp The chuck needs to be moved into the open position for shaft clamping This could otherwise lead to malfunctions and damage in the chuck Remove the...
Page 36: ...ts can be centered without distortion of the workpiece For special applications the pendulum compensation can be disabled and all jaws simultaneously clamp concentrically 5 5 Page 35 Functional testing Functional test After installation of the chuck its function must be checked prior to start up Two important points are Clamping Force The clamping force of the chuck must be achieved at max operati...
Page 37: ...sk of fatal injury to operating personnel if the top speed is exceeded resulting in workpiece loss and parts flying off A reliable speed limiter must be installed in the machine tool or technical equipment and proof must be provided that the speed limiter is effective ...
Page 38: ...emove screws item 24 and take off the intermediate piece item 14 connected to the base jaw including the sealing elements items 17 22 Remove screws item 39 and take off the cap item 34 For this purpose first move the piston to the closed position Remove the screws item 61 and take off the mount item 7 The mount item 7 can be pushed off the chuck body item 1 from the rear with the suitable screws s...
Page 39: ... tool can be inserted Remove the six base jaws item 2 radially outwards size 250 inwards and push the piston item 3 out of the chuck body item 1 Degrease and clean all parts and check them for damage or wear Only use genuine SCHUNK spare parts when replacing damaged parts Before assembly grease well with LINOMAX plus special grease paste The lathe chuck is assembled in the same way but in the reve...
Page 40: ...tem 32 Remove the screws item 64 take off the plate item 12 and pull the pendulum body item 5 out of the piston item 3 The screw item 66 is glued into the pendulum body item 5 such that the connecting member item 11 is pivot mounted with 0 2 mm axial play Only remove the connecting member item 11 if disassembly is required Undo the securing screws item 67 such that the flange item 9 or the screw i...
Page 41: ... 30 Operating Conditions Depending on operating conditions check the function and the clamping force after a certain time of operation see chapter Maintenance intervals 7 1 Page 38 Measure the clamping force only by using a calibrated Grip Force Tester SCHUNK SGT 270 Technical Condition The base jaws must move evenly at the smallest possible operating pressure cylinder This method is only to some ...
Page 42: ...raper strips 250 1000 12 17 Base jaw sealing 6 18 Cover plate 250 1000 6 20 Cover plate screws 250 1000 12 21 Cover plate seal 250 1000 6 22 Base jaw seal 6 23 Cover seal 1 24 Screw 6 25 Cover seal 6 29 Screw from 800 6 31 Bolts 3 32 Thrust washer 1 33 Screw 1 34 Cover 1 35 Locking screw 1 38 Safety ring 1 39 Screws different 40 Stop pins 3 56 Mounting position orientation 3 57 Piston torque pin 4...
Page 43: ... 73 Screws 400 500 630 800 1000 different 78 Eye bolt 1 80 Screw seal 1 81 Adapter seal 1 82 Piston seal 1 83 Mounting seal 1 84 Chuck body seal 1 85 Pipe seal 1 86 Locking screw seal 1 88 Screw seal 1 90 Conical lubrication nipple different 91 Piston set screw 3 92 Lever set screw 6 93 Lever set screw 6 94 Lever set screw different 95 Set screw 1000 1 When ordering spare parts it is imperative to...
Page 44: ...Assembly drawings 44 03 00 1341130_ROTA NCR A en Assembly drawings Size NCR A 190 225 9 ...
Page 45: ...Assembly drawings 03 00 1341130_ROTA NCR A en 45 From size NCR A 250 ...
Page 46: ...Assembly drawings 46 03 00 1341130_ROTA NCR A en Piston ...
Page 47: ...ery Directive 2006 42 EC is confirmed Applied harmonized standards especially EN ISO 12100 2010 Safety of machinery General principles for design Risk assessment and risk reduction EN 1550 1997 A1 2008 Machine tools safety Safety requirements for the design and construction of work holding chucks Other related technical standards and specifications DIN ISO 702 1 2010 04 Machine tools Connecting di...
Page 48: ...machinery to facilitate its handling X 1 1 6 Ergonomics X 1 1 7 Operating positions X 1 1 8 Seating X 1 2 Control Systems 1 2 1 Safety and reliability of control systems X 1 2 2 Control devices X 1 2 3 Starting X 1 2 4 Stopping X 1 2 4 1 Normal stop X 1 2 4 2 Operational stop X 1 2 4 3 Emergency stop X 1 2 4 4 Assembly of machinery X 1 2 5 Selection of control or operating modes X 1 2 6 Failure of...
Page 49: ... on the machinery X 1 7 1 1 Information and information devices X 1 7 1 2 Warning devices X 1 7 2 Warning of residual risks X 1 7 3 Marking of machinery X 1 7 4 Instructions X 1 7 4 1 General principles for the drafting of instructions X 1 7 4 2 Contents of the instructions X 1 7 4 3 Sales literature X The classification from Annex 1 is to be supplemented from here forward 2 Supplementary essentia...