





























_________________________________________________________________________________________
schunk.com
XND.00034.002_A – 10/2018
18
10
Pendel- und Adapterplatte
10.1
Funktion
Mit dem Einsatz des Pendelplattensystems wird bei schrägen oder gekrümmten Spannflächen
eine sichere 4-Punkt-Spannung erreicht.
Durch die konische Pendelplattenlagerung wird die Pendelplatte mit dem Spannvorgang nach
unten gezogen und somit ist ein Abheben der Pendelplatte weitgehend ausgeschlossen.
Mit der 6-fach Wendebacke kann eine grosse Vielfalt von Spannlösungen einfach abgedeckt
werden. Es stehen insgesamt sechs verschiedene Spannseiten zur Verfügung, an den vier
Seiten der Backe sowie zwei Stellen mit konvexem „grip“-Profil.
Durch die mit Wolfram-Carbid beschichtete Seite der 6-fach Wendebacke ist auch eine
Zweitseiten-Bearbeitung möglich.
Erste Seite bearbeiten
Für die Rohteilspannung mit der 6-fach Wendebacke stehen fünf verschiedene „grip“-
Spannseiten zur Verfügung, mit einer Spanntiefe von 3, 8 und 18 mm.
Zweite Seite bearbeiten
Spannen mit Wolfram-Carbid beschichteter Seite der 6-fach Wendebacke.
Es ist zu berücksichtigen, dass beim ersten Spannvorgang die 6-fach Wendebacken leicht
weichen können, bis das Spiel in der Zapfenaufnahme aufgehoben ist.
Die Werkstückposition ist zu vermessen, beziehungsweise der Nullpunkt ist erst nach
3–5 vorangegangenen Kraftspannungen festzulegen.
Handling der demontierten Pendelplatte
Der konische Drehzapfen kann herausgezogen werden, da er in Gegenrichtung
nur durch einen O-Ring in Position gehalten wird. Beim Handling soll die Pendelplatte
nicht kopfüber gedreht werden, da der Zapfen herausfallen könnte.
10.2
Wartung, Reinigung, Instandhaltung
Der obere Bund des Pendelzapfens regelmässig ölen.
Die Pendellagerung ist durch O-Ringe geschützt. Damit die belasteten Stellen gut geschmiert
bleiben, soll die Pendelplatte einmal pro Woche um die ganze Achse verdreht werden, damit
der Schmierfilm neu aufgebaut werden kann. Eine Nachschmierung des kompletten Zapfens
wird einmal pro Jahr empfohlen.
10.3
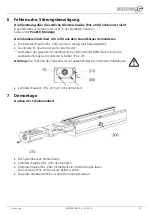
Fehlersuche, Störungsbeseitigung
Pendelplatte dreht sehr schwergängig
Pendelplatte abschrauben und Pendelzapfen von unten aus der Pendelplatte drücken.
Schraubstockführung und Fläche der Pendelplatte auf Eindrücke respektive Aufstauchungen
prüfen. Bei Bedarf Platte und Schraubstockführung abziehen.
Zapfen auf Verschmutzung prüfen.
Korrekter Sitz der O-Ringe prüfen. Der obere O-Ring muss sauber anliegen.
Das gesamte System wieder mit Fett schmieren und zusammenbauen.







































































