
















14
English
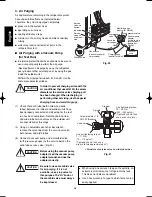
When reaming, hold the tube end downward and be sure
that no copper scraps fall into the tube. (Fig. 9)
(3) Remove the flare nut from the unit and be sure to mount
it on the copper tube.
(4) Make a flare at the end of copper tube with a flare tool.*
(Figs. 10 and 11)
(*Use “RIDGID” or equivalent.)
A good flare should have the following characteristics:
!
inside surface is glossy and smooth.
!
edge is smooth.
!
tapered sides are of uniform length.
3-5. Caution Before Connecting Tubes Tightly
a) Be sure to apply a sealing cap or water-proof tape to
prevent dust or water from getting into the tubes before
they are used.
b) Be sure to apply refrigerant lubricant to the matching
surfaces of the flare and union before connecting them
together. This is effective for reducing gas leaks.
(Fig. 12)
c) For proper connection, align the union tube and flare
tube straight with each other, then screw in the flare nut
lightly at first to obtain a smooth match. (Fig. 13)
3-6. Tubing Connections
a) Temporary connection:
Screw in 3 – 5 rotations by hand. (Fig.14)
b) To fasten the flare nuts, apply specified torque as:
Table 4
NOTE
NOTE
Reamer
Copper
t
u
bi
ng
Fig. 9
Flare tool
Flare
nu
t
Copper
t
u
bi
ng
Fig. 11
Apply refri
g
era
n
t
l
u
brica
n
t here a
n
d here
Fig. 12
Flare nut
Union
Fig. 13
0 – 0.5 mm
If the special R410A
flare tool is used:
1.2 mm
If the previous flare tool
(clutch-type) is used:
Adjust so that the amount of tube
protrusion is as shown in the figure.
Apply the provided labels
to the indoor and outdoor
unit tubing connectors to
prevent errors in
connections.
Service valve on
narrow tube side
Service valve on
wide tube side
A
B
C
D
Fig. 14
Tube Dia.
Tightening Torque
6.35 mm
14 – 18 N·m (140 – 180 kgf · cm)
9.52 mm
34 – 42 N·m (340 – 420 kgf · cm)
12.70 mm
49 – 61 N·m (490 – 610 kgf · cm)
15.88 mm
68 – 82 N·m (680 – 820 kgf · cm)
Fig. 10
08-253 CMRV3146EH_OU EN 10/14/08 2:39 PM Page 14