


























10
Y
X
5
10
15
20
(mm)
0
5
10
15
y=7000
(Increase in Y)
x=15000
(Increase in X)
(4000, 5000)
(19000, 12000)
Y
X
5
10
15
20
(mm)
0
5
10
15
(19000, 12000)
(4000, 5000)
G90
G00X4000Y5000
G01X19000Y12000
G90
G00X4000Y5000
G91
G01X15000Y7000
Absolute
Incremental
Setting Coordinate Values (Amount of Movement)
The addresses “X, Y, and Z” or “I, J, and K” are used, followed by the coordinate specification.
X, Y, and Z
:
These specify coordinate values for positioning (G00), linear interpolation (G01), and the like. X, Y, and Z represent the
coordinates for the X, Y, and Z axes, respectively. It is not necessary to specify all three. As an example, if you want to
leave the Y and Z axes as they are, and shift only the X axis by 10 mm, “G00X10.0” should be input.
I, J, and K
:
These specify the center point for circular interpolation (G02 and G03). I, J, and K represent the movement for the X, Y,
and Z axes from the current tool position, respectively. Another method of circular interpolation involves specifying the
radius. Refer to "G02 and G03 Circlar Interpolation" for details.
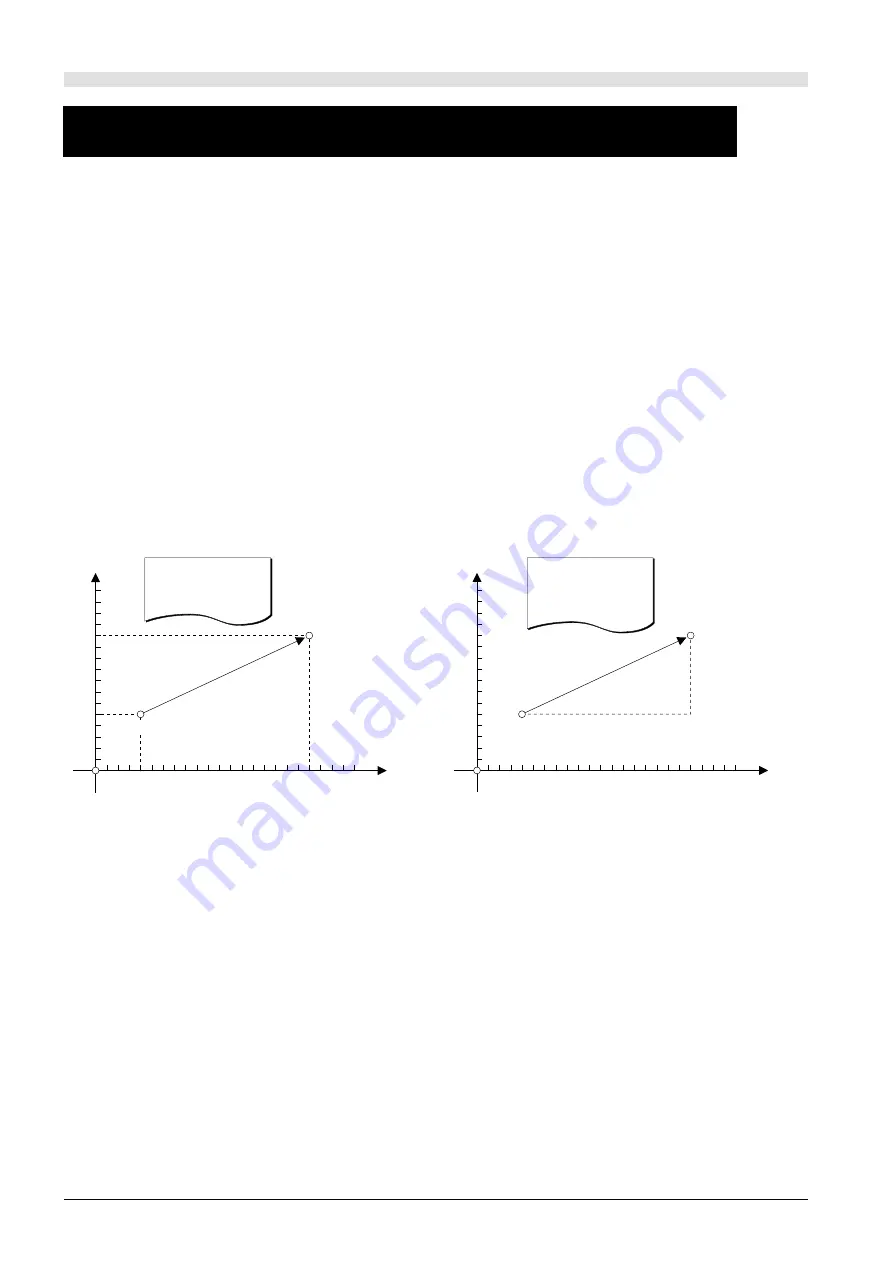
Absolute and Incremental
There are two types of coordinate specifications: absolute and incremental. These are toggled by G90 and G91.
The figure below shows the difference between absolute and incremental specifications on an X-Y plane. Absolute specifications
indicate the position as the distance from the workpiece coordinate origin, whereas incremental specifications indicate the amount of
movement from the current position.
Programming that specifies absolute coordinates is called “absolute programming,” and programming which specifies incremental
coordinates is termed “incremental programming.”
The settings for G90 or G91 made on the PNC-3200 remain in effect unless changed by programming.
There are no special rules for deciding when to use an absolute or incremental program. Examine the drawing and choose the one which
makes for the simplest program.







































































