6
GENERAL INSTALLATION INFORMATION
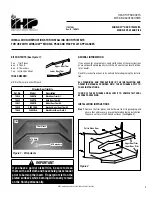
COUPLINGS / ATTACHING BED SECTIONS
UNIT SQUARENESS
Use mechanical hoist (fork truck or other
available means) to raise bed sections to
approximate installed elevation. Mate
intermediate sections with splice plates
to join bed sections (see illustration at top
of page).
One of the most critical elements of proper
installation is unit squareness. Check drive
pulley, tail pulley, snub roller (if used in
drive assembly) and return roller assem-
blies to ensure these components are
square with unit bed. A framing square
can be utilized to confirm that conveyor
frame is square. Also, a diagonal mea-
surement across the conveyor frame may
be used to determine if the frame is out of
square. If measurement is not equal, the
frame is not square. Rollers will be skewed
and product will run to one side of the
conveyor or perhaps,
off
of the conveyor
in some cases. The importance of unit
squareness is perhaps the single most criti-
cal stage of installation with belt driven live
roller conveyors. If unit is out of square,
proceed to next section for adjustments
required to square frame and components.
NOTE:
One of the most critical elements
of proper installation is unit squareness.
Check pulleys, snub and return rollers and
square each with unit bed.
NOTE:
It is critical for bed sections to be
field assembled in proper sequence
following bed section labels.
When preparing to install conveyor, first
locate all component sections in the actual
installation area. After uncrating, place
unit bed sections conveying side up. Each
bed section is marked to indicate proper
sequence for mating (see illustration above
for typical bed section labels).
It is critical for bed sections to be field
assembled in proper sequence following
bed section labels. Refer to bed section
drawing for location of supports and
assemble as shown.
Conveyors are set up at the factory, bed
section labels are applied, unit is test run
and receives rigorous quality assurance
inspection. At this time unit becomes
field-ready. Therefore, it is critical that
field installation personnel re-assemble unit
by mating beds in accordance with bed
section labels (and bed section drawing).
Create a reference base line on floor by
marking a chalk line along the centerline of
conveyor. Follow base line when installing
unit.
SERIAL # 321654
BED JOINT # 2 MARK # P-1
SERIAL # 321654
BED JOINT # 2 MARK # P-1
BED SECTION LABELS
Summary of Contents for 251CALR
Page 1: ......