















www.parweld.co.uk
www.parweld.co.uk
9
2. Position wire over joint. The end of the wire may be lightly
touching the work.
3. Lower welding helmet, operate torch trigger, and begin welding.
Hold the torch so the contact tip to work distance is about 3/8”
(10 mm).
4. To stop welding, release the torch trigger and then pull the torch
away from the work after the arc goes out.
5. When no more welding is to be done, close valve on gas
cylinder (if used), momentarily operate torch trigger to release
gas pressure and turn off the machine.
6.1.2 Optimising Weld Parameters (Manual)
NOTE These settings are guidelines only. Material and wire
type, joint design, fit up, position, shielding gas, etc. affect
settings. Produce test welds to be sure they comply to
specifications.
Material thickness determines weld parameters.
1. Convert Material Thickness to Amperage (A) (0.25mm = 1 Amp)
3.2mm = 125 A
2. Select Wire Size
Amperage Range
Wire Size
40 - 145 A
0.8 mm
50 - 180 A
1.0 mm
3. Select Wire Speed (Amperage)
Wire Size
Feed speed
0.8 mm
0.05m/min per Amp
1.0 mm
0.04m/min per Amp
So based on 3.2 mm material thickness amperage should be 125A if
using 1.0mm wire then the wire feed speed should be
0.04 X 125= 5m/min
Wire speed (amperage) controls weld penetration
4.Select Voltage. Voltage controls height and width of weld bead.
Low Voltage: wire stubs into work
High Voltage: arc is unstable (spatter)
Set voltage midway between high/low, then fine tune accordingly.
6.1.3 Optimising Weld Parameters (Synergic)
In synergic mode you may wish to trim the voltage (4) to optimize
the welding process, you can rotate the voltage control left or right to
decrease or increase the preset welding voltage. You can also adjust
the inductance (11) to change the hardness of the arc.
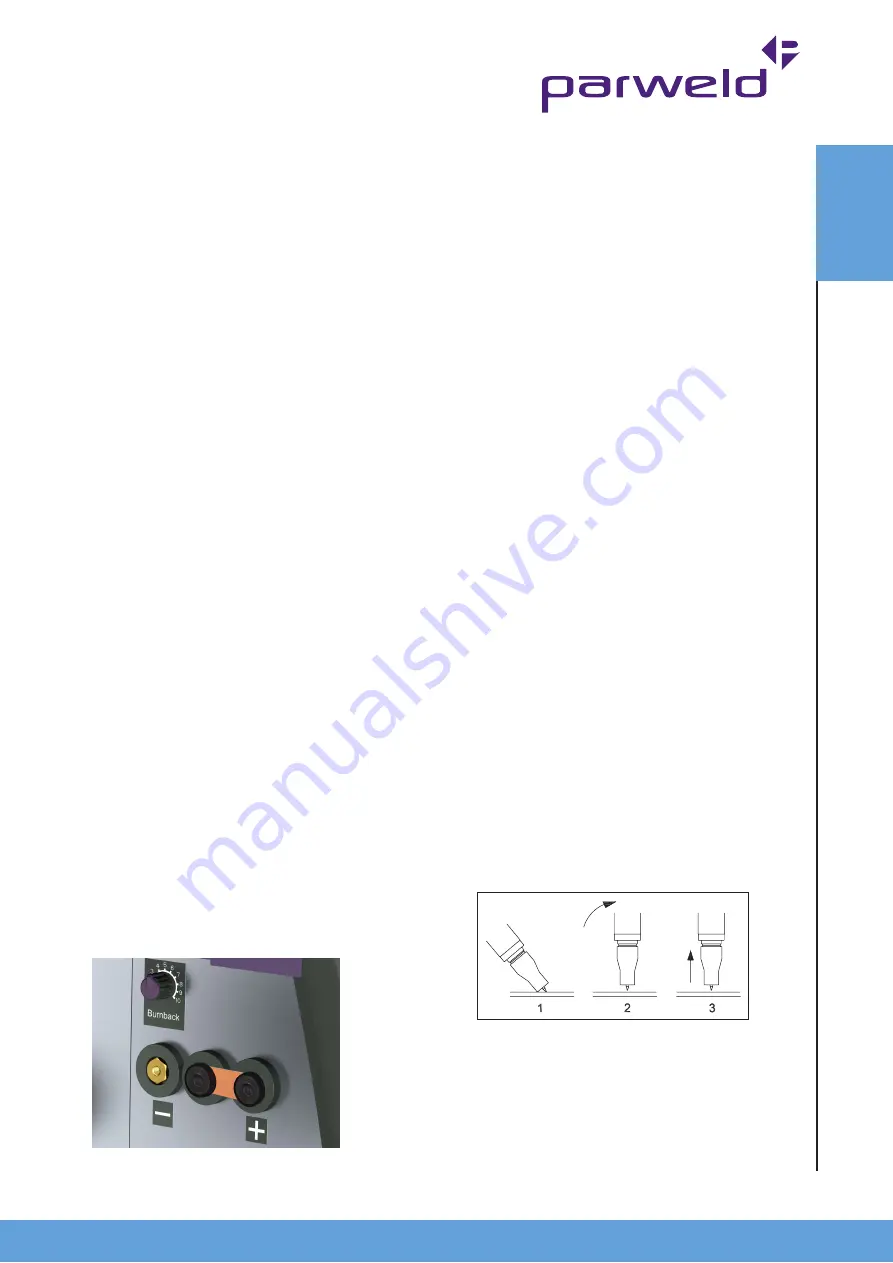
6.1.4 Burn Back
The amount of wire stick out at the end of the torch after welding
can be adjusted by using the burn back control inside the spool
cover shown in Figure 3. Increasing burn back will reduce the
amount of wire projecting from the torch at the end of a weld.
Fig.3
6.2 MMA welding
6.2.1 Torch installation
MMA cable connections
Connect work return lead to negative terminal.
6.2.2 Work return lead connection
MMA cable connections
Connect work return lead to negative terminal.
6.2.3 Operation
Select the operating mode on the front panel to MMA (11)
Using the optional electrode holes clamp a welding electrode in the
holder and adjust the welding amperage on the front panel so that
it is approximately 40A per mm diameter of electrode e.g. 3.2mm
electrode requires 3.2x 40A= 128A . Strike the arc by stroking the
electrode on the workpiece. And lift away when you wish to break
the arc.
6.3 TIG Welding Operation
To begin TIG welding operation:
NB: this machine is only operates in DC Lift TIG mode and therefore
NOT suitable for TIG welding aluminium.
1. Unthread the MIG welding wire from the MIG Torch and remove
the spool or secure the wire to prevent unspooling.
2. Remove the MIG Welding Torch from the Euro Connection (8).
3. Attach the specially adapted optional TIG Torch (Stock Code
PRO17-12S1MPG
) to the Euro Connection (8).
4. Connect the Work Return Lead to the + Outlet (9).
5. Connect the Machine via the Gas Hose & Regulator to a suitable
gas source (for TIG operation this will be Pure Argon and may differ
to what was being used for the MIG process)
6. Adjust the Polarity Bridge shown in Figure 3 so that it is connected
to the – pole
7. Use the function selection control (11) to select the TIG function
8. Adjust the Amperage control (3) to the desired power output (as a
guide only 1.0mm material thickness = 30amps of welding Current)
9. Adjust the Down Slope control (4) 2-3 seconds should be sufficient
10. Adjust the 2T, 4T (7) control this operates the trigger action
11. You are now ready to begin. Lightly touch the Tungsten Electrode
to the work piece press the trigger switch and draw the torch away
extending the arc to around 3-5mm (The gas will be automatically
activated and stopped with the trigger action).
In 2T mode keep the trigger switch depressed, the arc will stabilise
allowing the welding process to proceed to finish welding release the
trigger, the arc will stop decreasing power over the Down Slope time
set earlier.
In 4T mode after the initial soft arc has been drawn out release
the trigger, the arc will increase power to the welding amperage
set earlier. This allows for continuous welding without the need the
keep the trigger depressed. To stop welding, depress the trigger this
activates the Down Slope function, releasing the trigger will stop the
operation.
OPERA
TION







































































