















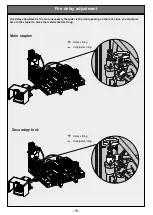



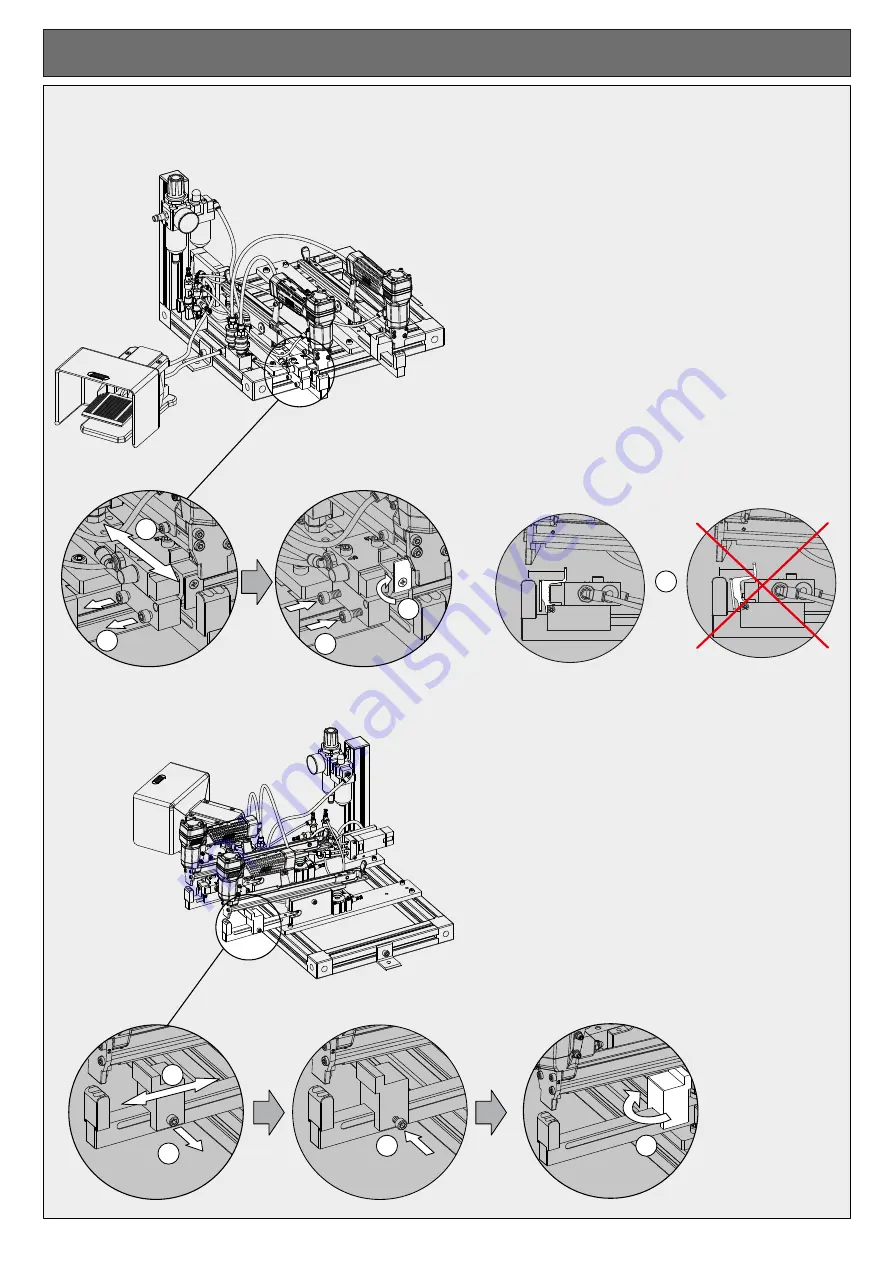
The distance from the edge is determined by the adjustment of the spacerssituated on the two staplers.
1 - Losen the screws.
- 14 -
Main stapler:
2 - Slide the spacer along the guide until required
position.
3 - Tighteen the screws.
4 - When necessary rotate the plate for usage at
short distance from the edge.
5 - The spacer function is performed by the control
lever, therefore the spacer must be adjusted
while keeping the control lever pressed.
1 - Losen the screw.
Secondary tool:
2 - Slide the spacer along the guide until required
position.
3 - Tighteen the screw.
4 - When necessary you may invert the spacer, to
achieve the largest distance from edge.
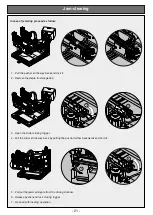
How to set stapling position
Adjustment of distance from the edge :
3
4
d
5
d
2
1
3
4
1
2
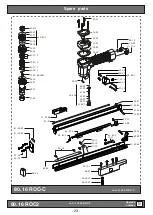
Summary of Contents for 80.16 ROC2
Page 21: ...Spare parts 22 ...







































































