




























Tucker GmbH,
Mail / Post:
Max-Eyth-Str.1, 35394 Gießen, Germany
Stud welding unit N800i
As of 24.08.2021
Manual part number: BE 1227
70
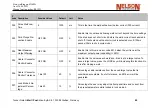
F46 = OFF (Disabled)
The same weld made with standard method (plunge current is the same as the main
arc current) is shown below for comparison:
By default plunge current is disabled. *Patent Pending
6.10 Pulse Welding (in main current)
The welder normally welds with a constant DC current during main arc. For some
applications, it is desirable to pulse the main current. Po
‐
tential benefits are the ability
to cut through mill
‐
scale, galvanized or contaminated workpiece surface, more arc
stiffness and directional control in corner, angle iron or out of position, and reduced
heat input with less backside marking.
Four parameters are needed to configure square wave pulse welding: peak current,
peak time, background current and background time. Pulse welding is enabled by
enabling F49. The background current le
‐
vel is set by the front panel current (same
as constant current welding). Pulse high level is set in F50. Pulse current high time is
set in F51, and low time in F52. Example below shows a pulse high level of 930A, low
530A and 20ms high and 20ms low pulse welding.
Pa
ne
l
Fr
ont
C
ur
rent
Summary of Contents for N800iTM
Page 18: ......