





























18
MCTC manual
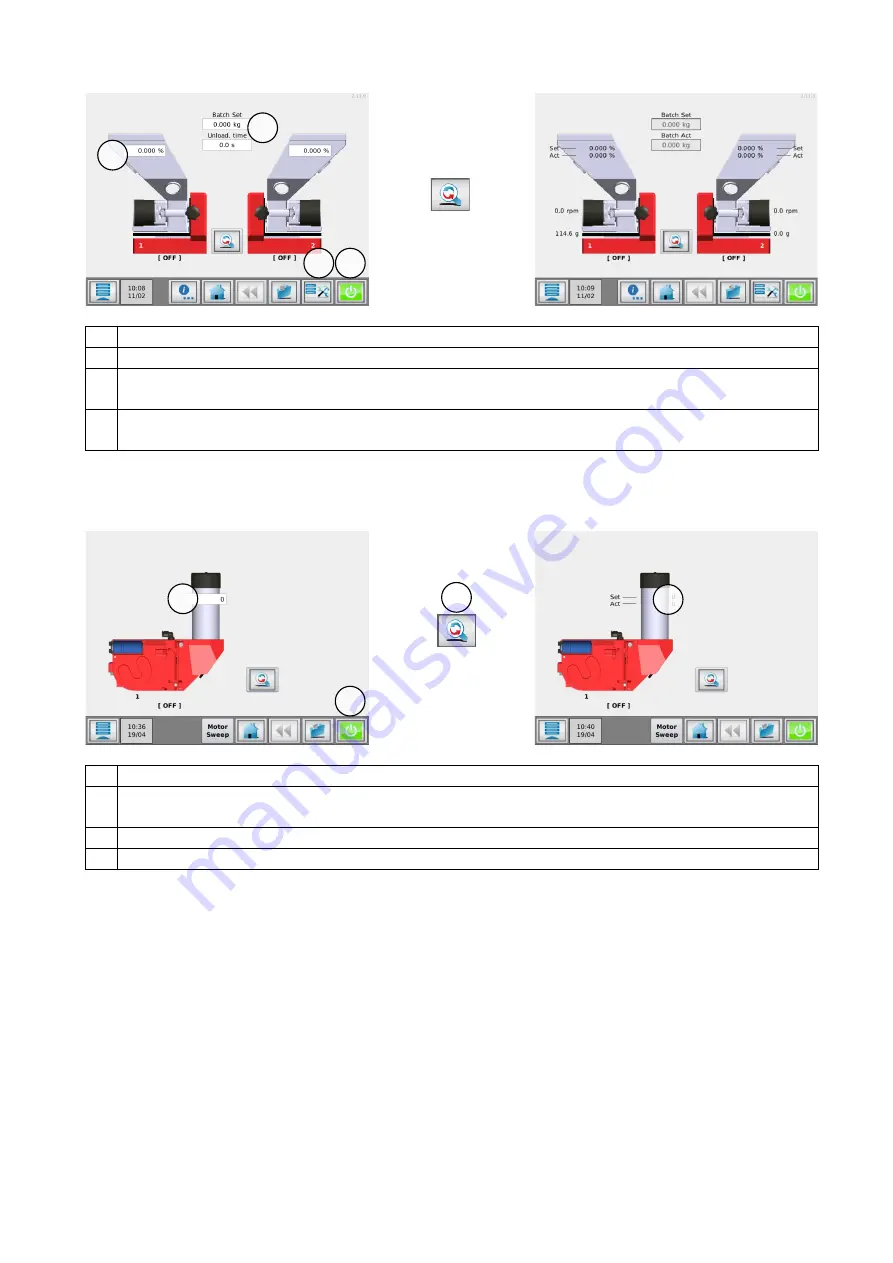
3.4.1
Batch Mode
1. Percentage of additive to be dosed in relation to the set batch weight.
2. Batch weight
3. Tools menu. In this menu different settings can be made to the system. Check the
“MCTC_Manual_General” for more detailed information.
4. Start/Stop button. When the button is colored green, the system is OFF (safe). In red condition the
system is ON.
Batch Mode MCNexus
1. Number of pellets to be dosed in one batch.
2. Start/Stop button. When the button is colored green, the system is OFF (safe). In red condition the
system is ON.
3. Toggle button. With this button you can toggle between the normal and the detailed view.
4. Actual dosing
1
2
3
4
1
3
2
4