

















PRODUCT APPLICATION SPECIFICATION
THIS DOCUMENT CONTAINS INFORMATION THAT IS PROPRIETARY TO MOLEX ELECTRONIC TECHNOLOGIES, LLC AND SHOULD NOT BE USED WITHOUT WRITTEN PERMISSION
REVISION
DESCRIPTION
REVISED
APPLICATION SPECIFICATION FOR
MICRO-LOCK PLUS 2.0 SINGLE ROW
CHANGE NO.
682239
REVISED BY
SOKUMURA01
DATE
2021/02/09
DOC TYPE
DOC TYPE DESCRIPTION
DOC PART
SERIES
REV APPR BY AIDA
DATE
2022/06/30
PS
APPLICATION SPECIFICATION WORD
A03
505570
INITIAL RELEASE
CUSTOMER
DOCUMENT NUMBER
REVISION
SHEET
INITIAL DRWN KUSATO
DATE
2016/04/20
GENERAL MARKET
5055700001
E
44
OF
49
INITIAL APPR
TKANEKO
DATE
2016/04/21
PROCEDURE: 2090580010-ES TEMPLATE: 2090580010-PAS-A4 REVISION: A1
【
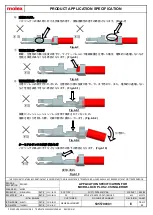
8.
ハーネス梱包について】
ハーネス加工品を梱包する際の手順と注意事項
(
※
)
を下記に示します。
①
ハーネス加工品を束ねる。一束で最大
20
本を目安として束ねるようにして下さい。
※
束ねる際に、常時無理な力が電線に加わらない様に、輪ゴムのような締め付けの強いものは使用せず、
ビニール紐で中央部
(
一箇所
)
を束ねて下さい。また、各束のコネクタにエアパッキンを巻き、
衝撃や荷重からコネクタを保護する処置をお願い致します。
(Fig.8-1)
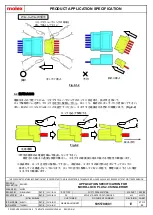
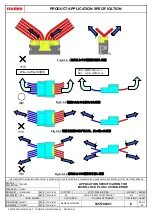
複数のハーネスを束にした際、
コネクタ同士が接触し、ロック部に負荷が加わる場合があります。
その場合、ロックが
常に下がった状態になることで、ロック部変形等による性能不良の原因となります。
また、可動部
(
モールドランス・ロック部
)
破損の原因となり、コネクタの性能不良の原因となります。
注意事項
ビニール紐で中央部を束ねる
エアパッキン
コネクタ
Fig.8-1
ハーネス加工品一束の状態図







































































