
























20
POLSKI
OBSŁUGA
Instalacja
Podczas pracy z długim kablem spawalniczym
należy stosować kabel o większym przekroju, by
przeciwdziałać spadkom napięcia. W przeciwnym
razie agregat spawalniczy nie będzie działał
prawidłowo.
Podłączanie kabla zasilającego
1.
Zwróć uwagę, by podłączyć przewody do
odpowiednich zacisków.
2.
Napięcie wejściowe to 220 V AC,
jednofazowe.
3.
Sprawdzaj regularnie poprzez
dokonywanie pomiarów, czy przełącznik i
kabel zasilający są poprawnie podłączone
i czy nie uległy utlenieniu.
Podłączanie kabla uchwytu spawalniczego
Do spawania metodą TIG podłączenie wykonuje się w taki sam sposób jak powyżej. Do spawania metodą
MMA podłączenie wykonuje się zgodnie z poniższym.
1.
Agregat dostarczany jest z jednym czerwonym i jednym czarnym kablem. Podłącz czarny kabel do
uchwytu spawalniczego, a czerwony do zacisku masowego. Dokręć kluczem, tak by podłączenie
było bezpieczne i stabilne, w przeciwnym razie może dojść do przypieczenia.
2.
Niewłaściwe podłączenie kabla zacisku masowego może ponadto spowodować uszkodzenia w
sieci elektrycznej lub wyzwolić bezpieczniki sieciowe. Zwróć uwagę na właściwą polaryzację przy
podłączaniu kabli. Do spawania elektrodami kwaśnymi obrabiany element podłączany jest do
b, a uchwyt spawalniczy do bieguna -. Do spawania stali nierdzewnej uchwyt spawalniczy
podłączany jest do b, a obrabiany przedmiot do bieguna .
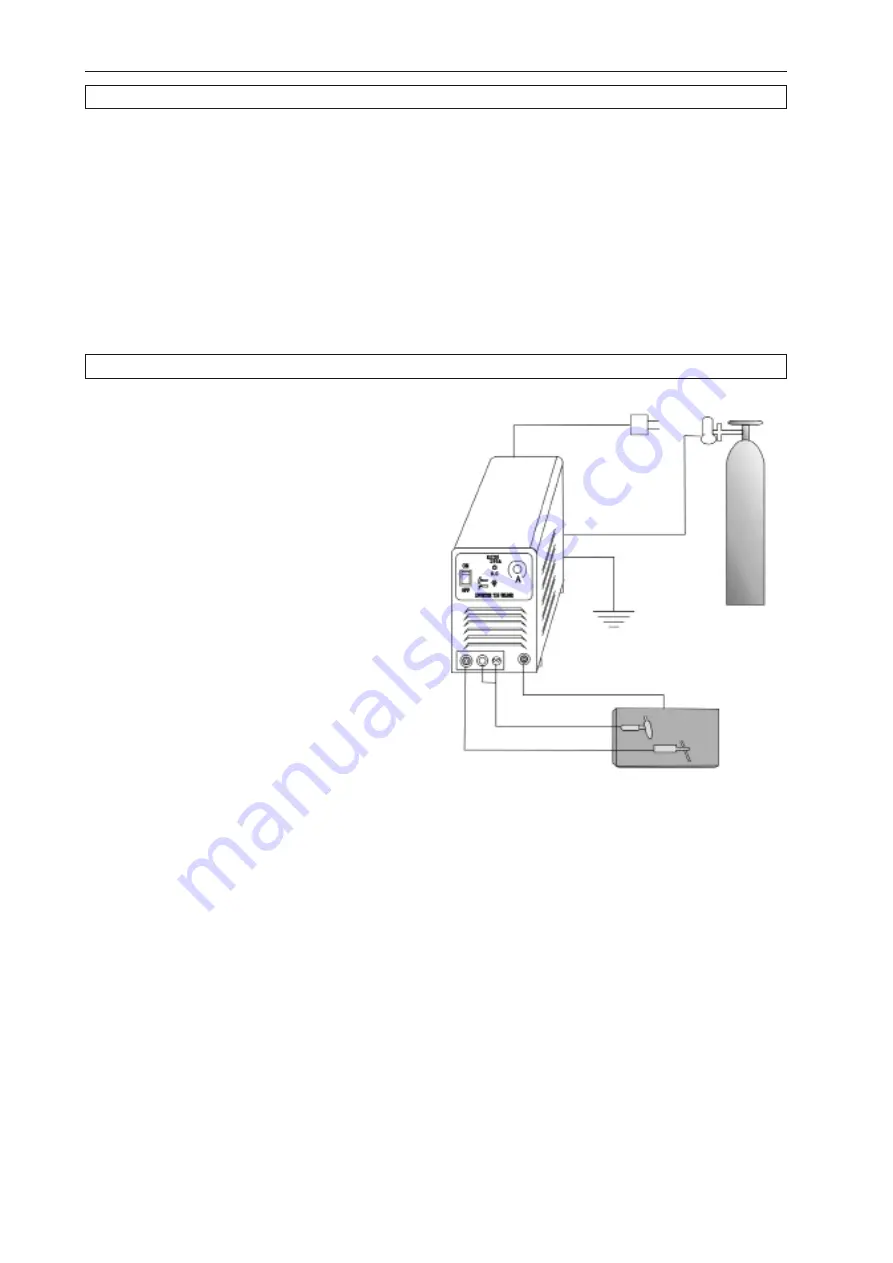
230 V AC
Uchwyt spawalniczy TIG
Spawany element
Uchwyt spawalniczy MMA
Uziemienie
Regulator przepływu
Butla gazowa
OPIS
Agregat spawalniczy MMA/TIG z przełącznikiem wyboru funkcji.
Przy spawaniu metodą MMA (spawanie łukowe elektrodami otulonymi) agregat pracuje na zasadzie
regulacji prądu stałego i ciśnienia łuku. Dlatego też przy normalnej długości łuku prąd nie zmienia swej
wartości przy umiarkowanych wahaniach długości łuku, co zapewnia stabilny łuk i równe spawanie. Jeżeli
łuk ulegnie znacznemu skróceniu lub napięcie łuku zmaleje w dużej mierze, prąd będzie mógł wzrosnąć,
tak by topnienie elektrody przebiegało szybciej, a długość łuku powróciła do normalnej wartości. Jeżeli łuk
stanie się tak krótki, że napięcie łuku będzie bardzo niskie (ryzyko zwarcia), wartość prądu spadnie, co
pozwoli uniknąć zwarcia, rozbryzgów i przypieczenia.
Przy spawaniu metodą TIG agregat zmienia napięcie łuku w taki sposób, że prąd spawania utrzymywany
jest na stałym poziomie. W przypadku zwarcia prąd wychodzący ulega automatycznemu obniżeniu do 0,
co pozwala uniknąć zanieczyszczenia obrabianego elementu elektrodą wolframową.







































































