





























Русский
Русский
3
При
необходимости
сменить
напряжение
питания
аппарата
,
произвести
следующую
процедуру
:
•
Отключить
аппарат
от
сети
.
•
C
корпуса
аппарата
снять
боковую
крышку
.
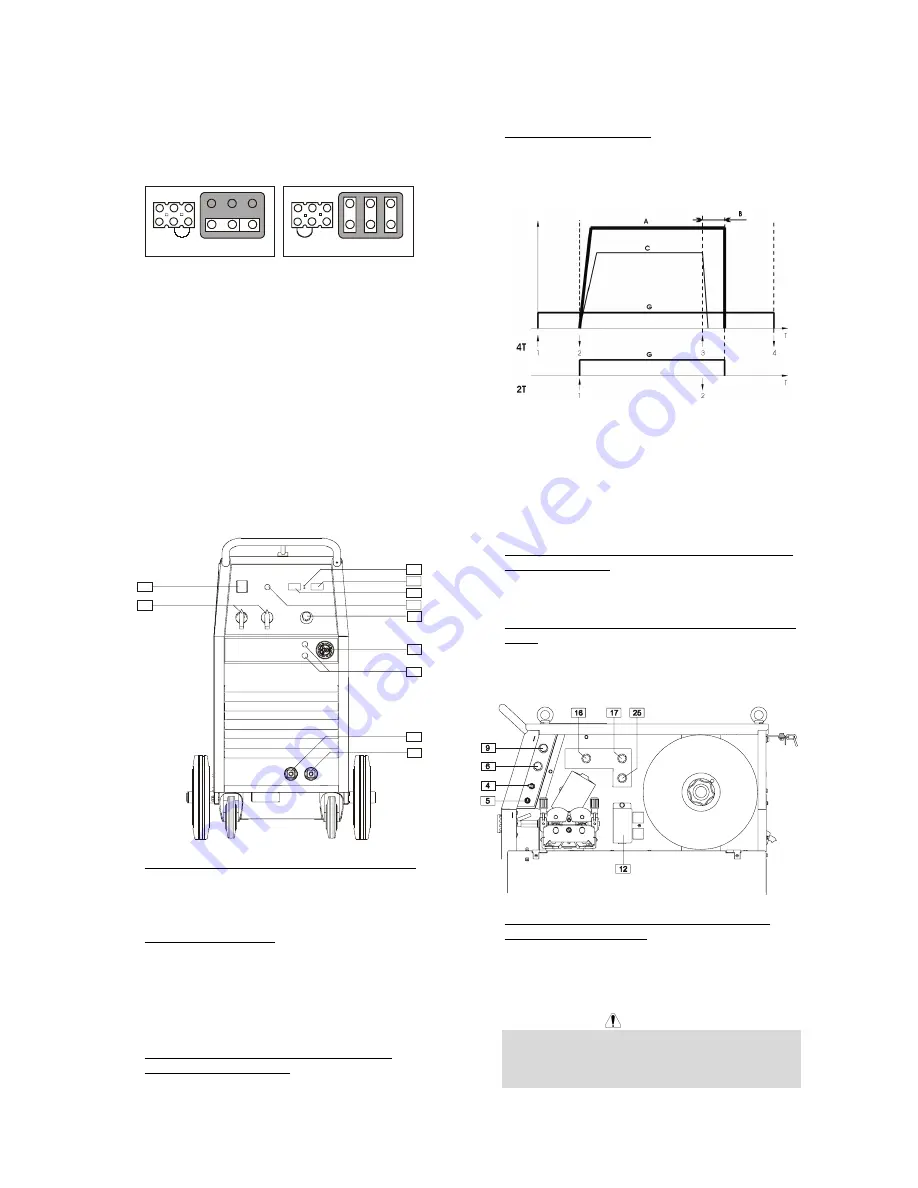
•
Установить
перемычку
X11
и
X12
в
соответствии
с
рисунком
ниже
.
X12
400V
X11
X12
230V
X11
•
Обратно
установить
боковую
крышку
кожуха
.
Убедитесь
в
том
,
что
сеть
питания
способна
обеспечить
необходимую
мощность
для
нормальной
работы
аппарата
.
Номинал
плавких
предохранителей
(
защитных
автоматов
с
характеристикой
”D”),
сечение
сетевого
кабеля
указаны
в
разделе
Технические
характеристики
настоящего
Руководства
.
См
поз
. [1]
и
[20]
на
рисунке
ниже
:
Подключение
сварочных
кабелей
См
.
Поз
. [8], [10]
и
[11]
на
рисунке
ниже
.
Управление
и
функциональные
возможности
14
7
3
1
2
15
8
10
24
11
13
1.
Индикатор
включения
,
сетевой
выключатель
:
После
установки
сетевого
выключателя
в
положение
ON/
индикатор
включения
загорается
обозначая
готовность
к
сварке
.
2.
Индикатор
перегрева
:
Индикатор
перегрева
включается
при
срабатывании
тепловой
защиты
,
т
.
е
при
перегреве
аппарата
,
при
этом
выход
аппарата
отключается
.
В
этом
случае
не
нужно
выключая
аппарат
от
сети
.
Дайте
ему
остыть
до
рабочей
температуры
,
при
этом
индикатор
перегрева
должен
погаснуть
.
3.
Переключатели
ступенчатой
регулировки
сварочного
напряжения
: POWERTEC 305C
имеет
2
переключателя
(2 –
х
ступенчатый
и
10-
ти
ступенчатый
). POWERTEC 355C
и
425C
имеют
2
переключателя
(3-
х
ступенчатый
и
10-
х
ступенчатый
).
4.
Режим
триггера
горелки
:
позволяет
изменять
режим
работы
триггера
горелки
2-
х
тактный
или
4-
х
тактный
.
Пояснение
как
работает
триггер
горелки
в
режимах
2T/4T
показано
на
рисунке
ниже
:
↑
Триггер
нажат
↓
Триггер
отпущен
A.
Сварочный
ток
.
B.
Время
обратного
горения
.
C. WFS-
скорость
подачи
.
G.
Подача
защитного
газа
.
5.
Тумблер
Холодная
подача
-Cold Inch /
Продувка
-
Gas Purge Switch:
Этот
тумблер
включает
безтоковую
-
холодную
подачу
проволоки
или
продувку
газа
без
включения
выхода
аппарата
.
6.
Ручка
"
Мягкий
старт
"/ Wire Feed Slow Run Control
Knob:
Регулирует
скорость
подачи
проволоки
в
начале
сварки
в
диапазоне
0.1 -1.0
от
значения
установленной
скорости
подачи
проволоки
ручкой
[7].
7.
Ручка
Установки
скорости
подачи
проволоки
WFS (Wire Feed Speed):
осуществляет
регулировку
скорости
подачи
в
диапазоне
от
1.0
до
20
м
/
мин
с
режимом
коррекции
вручную
или
автоматически
в
диапазоне
±
25%
при
включенном
режиме
синергетики
.
ВНИМАНИЕ
Перед
началом
сварки
и
в
течении
холодной
подачи
проволоки
используйте
Ручку
низкой
скорости
подачи
[6],
которая
также
влияет
на
скорость
подачи
проволоки
.







































































