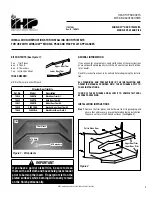
Contrôle de retard
Appuyer sur le bouton
"FUNC" pour choisir le
"RETARD" et commencer
les réglages du retard de
la lentille. Utiliser les
boutons de contrôle du
retard de la lentille vers le "HAUT" et vers le "BAS" pour ajuster le temps que la lentille
mettra à passer à la clarté après le soudage ou le coupage.
•
Mode de soudage / Mode de coupage - No. 0 ~ No. 10
•
Mode de meulage - Aucun réglage de sensibilité
Le retard est particulièrement utile pour éliminer le rayonnement brillant prolongé
présent dans les applications à plus forte intensité, où le bain de soudure reste
momentanément brillant après le soudage. Utiliser les boutons de contrôle du retard
de la lentille pour ajuster le retard de 0 à 10 (0,1 à 1,0 seconde). Lorsque le soudage
cesse, la fenêtre de vue passe automatiquement de l'obscurité à la clarté, mais avec
un retard préétabli pour compenser toute brillance prolongée de la pièce soudée. Le
temps de retard / réponse peut être réglé du niveau 0 au niveau 10. Il est recommandé
d'utiliser un retard plus court avec les applications de soudage par point et un retard
plus long avec des applications qui fonctionnent avec des courants plus élevés. Des
retards plus longs peuvent également être utilisés pour le soudage TIG à courant faible
afin d'éviter l'ouverture du filtre lorsque le passage de la lumière vers les capteurs est
temporairement obstrué par la main, la torche, etc.
8
DELAY
S
CSA Z94.3 /
TM Z87W4/5-8/9-13
ON
MODE
FUNC
SENS.
SHADE
GRIND CUTTING WELD
4/5-8/9-13 TM 1/1/1/1
C
5 5 7
FIGURE 6
Summary of Contents for VIKING 3250D FGS
Page 16: ...REPLACEMENT PARTS 10 1 4 2 6 5 7 12 6 5 9 3 11 14 ...
Page 34: ...PARTES DE REEMPLAZO 10 1 4 2 6 5 7 12 6 5 9 3 11 14 ...
Page 52: ...PIÈCES DE RECHANGE 10 1 4 2 6 5 7 12 6 5 9 3 11 14 ...
Page 55: ......
Page 56: ......