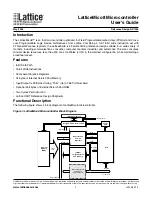
配管方法
Piping method
【使用条件】
Operating conditions
テーブル径:φ230 mm(D
t
) ワーク高さ:40 mm
ワーク数:4個(n)
Table diameter :
φ
230 mm (D
t
)
Work height : 40 mm
Number of works : 4
テーブル厚さ:20 mm
ワーク材質:鉄
Table thickness : 20 mm
Work material : Iron
材 質:鉄
ワーク質量:0.4 kg(M
w
)
Table materia l: Iron
Work mass : 0.4 kg (M
w
)
テーブル質量:6.5 kg(M
t
) ワークPCD:180 mm(d
w
)
Table mass : 6.5 kg (M
t
)
Work PCD : 180 mm (d
w
)
ワーク径:φ40 mm(D
w
)
作業荷重:1960 N
Work diameter :
φ
40 mm (D
w
)
Operational load : 1960 N
● ワーク慣性モーメントの算出
Calculation of work inertia moment
J
w
=
(
× M
w
× D
w2
+ M
w
×
(
)
2
)
× n
= (1/8 × 0.4 × 0.04
2
+ 0.4 × 0.09
2
) × 4
= 133 (× 10
-4
kg・m
2
)
● 総慣性モーメントの算出
Calculation of total inertia moment
J = J
t
+ J
w
= (430 + 133) × 10
-4
kg・m
2
= 563 (× 10
-4
kg・m
2
)
仕様表よりMT125を仮選定
From the specification table, MT125 is tentatively selected.
MT125仕様
MT125 specifications
推奨テーブル径
φ250 > φ230
………………………
OK
Recommended table diameter
積載重量
15 kg > 8.1 kg
……………………
OK
Loading capacity
慣性モーメント
1250 × 10
-4
kg・m
2
> 563 × 10
-4
kg・m
2
……
OK
Inertia moment
作業荷重(スラスト)
2940 N > 1960 N
…………………
OK
Operating load (thrust)
以上より
MT125
に決定
From the above,
MT125
is definitely selected.
● 割出し時間の算出(カタログP12より)
Calculation of indexing time
(
from the catalog, P.12
)
割出時間 =1.0 + 563(3-1.0)/1250 = 1.9秒
Indexing time = 1.0
+
563
(
3
-
1.0
)/
125
=
1.9sec
※割出し時間は内部ピストン・往復にかかる時間です。
※
The indexing time is the time required for a stroke of the internal piston.
※2秒を目安に停止時の衝撃程度に応じてスピコン(メータ・アウト)で速度の調
整を行ってください。
※
Adjust the speed with a speed controller (meter-out) according to the degree of stop-causing impact
aiming at 2 sec.
無給油仕様です。回転テーブル側に割出用の配管をしてください。
Oilless specifications. Lay the piping for indexing on the rotating table side.
MT選定計算例
Calculation example for MT selection
● テーブル慣性モーメントの算出
Calculation of table inertia moment
J
t
= × M
t
× D
t2
= 1/8 × 6.5 × 0.23
2
= 430 (× 10
-4
kg•m
2
)
割出時間=t+(負荷慣性モーメント(3-t))/許容慣性モーメント
Indexing time
=
t
+
(
Load inertia moment
(
3
-
t
))/
Allowable inertia moment
MT100
R・L
2・3・4・5・6・8
0.8~
3
11.7
125
11.7
250
0.7
0.3
180
3
980
245
5
MT125
R・L
2・3・4・5・6・8・10・12
1.0~
2
29.4
※1250
29.4
500
0.7
0.3
250
15
2940
490
10
回転テーブル面上からの方向
Direction viewed from rotating table top
⑯は準標準品
⑯
is a semi-standard product.
スピコン調整
(値は無負荷時)
Speed controller adjustment
(
Value with no load
)
4割出 エア圧0.4MPa時
For 4 divisions under air pressure 0.4MPa
※2、3割出のみ1125×10
-4
kg・m
2
※
2 and 3 divisions: 1125×10
-4
kg
·
m
2
エア圧0.4MPa時
For air pressure 0.4MPa
推奨径
Recommendable diameter
最大積載時の高速運転不可
High-speed operation not acceptable when the loading capacity is maximum
テーブル停止時における外荷重
External load when table stops
型 式
Model
回転方向
Rotational direction
割出数
Number of divisions
割出速度
Indexing speed
割出精度
Indexing precision
許容負荷トルク
Allowable load torque
許容慣性モーメント
Allowable inertia moment
ロッキングトルク
Locking torque
内部容積
Internal volume
最高使用圧
Max. pressure
最低動作圧
Min. working pressure
サブテーブル径
Sub-table diameter
積載重量 最大
Laden max. mass weight
作業荷重
Working load
質 量
Mass weight
スラスト
Thrust
ラジアル
Radial
割出速度は負荷により異なります。
Indexing speed varies according to the load.
J=1/8MD
2
=
1/8×5×0.2
2
=250×10
-4
kg
・
m
2
備考
Remarks
sec
± arc min
N・m
×10
-4
kg・m
2
N・m
cm
3
MPa
MPa
mm
kg
N
N
kg
MT100
MT125
J= 1
/
8MD
2
= 1
/
8
×
5
×
0.2
2
= 250
×
10
-4
kg
・
m
2
2
d
w
8
1
8
1
プレス機
Press machine
12
13