













8.1 Adjusting bed clamping
If adjustment is needed, remove the stud (N, Fig 4).
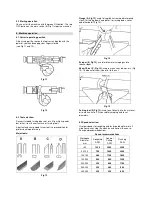
Slide the headstock, tailstock or toolrest to the edge of the
bed and slightly turn the hex nut (F, Fig 34).
Test the handle to make sure it securely locks.
Fig 34
8.2 Pulley and belt replacement
The motor and spindle pulleys are aligned with each other
by the manufacturer, but if any service is performed that
affects their alignment it is very important that they be
realigned. Engage spindle lock, loosen two set screws on
spindle pulley (E, Figure 35) with 3mm hex key, and slide
spindle pulley into proper position. Retighten set screws,
and disengage spindle lock.
When pulleys and belt are properly aligned, there should
be no unusual pulsing sounds or noise coming from the
belt.
3mm hex key required.
To change out a belt or pulley, carefully proceed as
follows. If you are uncertain about attempting a belt or
pulley change-out, contact JET technical service or take
the headstock to an authorized service center.
1. Disconnect lathe from power source.
2. Loosen pivot lock handle (A, Figure 35) and lift up
tension handle (B) to raise motor.
3. Tighten pivot lock handle (A) to secure motor in raised
position.
4. Slip belt off pulleys.
5. Loosen two set screws on handwheel (C).
6. Engage spindle lock (D) and unscrew handwheel from
spindle (left-hand threads, clockwise to loosen).
7. Slide spindle a little way out of headstock, just enough
to remove pulley or belt.
NOTE: If needed, tap end of spindle with a wood block
or rubber mallet to move it. Do
NOT
use a steel face
hammer directly against spindle.
8. If replacing a pulley, loosen both set screws (E), and
slide pulley off spindle.
9. Install new pulley, loosely securing the two set screws.
Make sure pulley is oriented properly and key is
inserted properly in spindle groove.
10. Slide spindle back into place.
11. Reinstall handwheel (C) and tighten set screws.
12. Align new pulley then tighten both set screws securely
on pulley.
13. Loosen pivot lock handle (A) and lower motor using
tension handle (B). Re-tighten pivot lock handle.
14. Disengage spindle lock.
Fig 35
8.3 Changing belt and bearings
Changing belt and bearings can be a difficult task. Remove
headstock and take into a repair station for servicing.
9. Trouble shooting
Motor doesn’t start
*No electricity-
check mains and fuse.
*Defective switch, motor or cord-
consult an electrician.
*Overload detected on AC-drive unit-
wait and restart machine; chose low speed range belt setting
(40-1200 rpm) for better torque.
Machine vibrates excessively
*
Stand on uneven floor-
adjust stand for even support.
*Workpiece is not properly centred
*The speed is too high
*Workpiece is not properly centred-
*The speed is too high-







































































