

















Print More Materials, All For Application
33
7.4 Clean Up Carbon Blockage
Problem
Solution
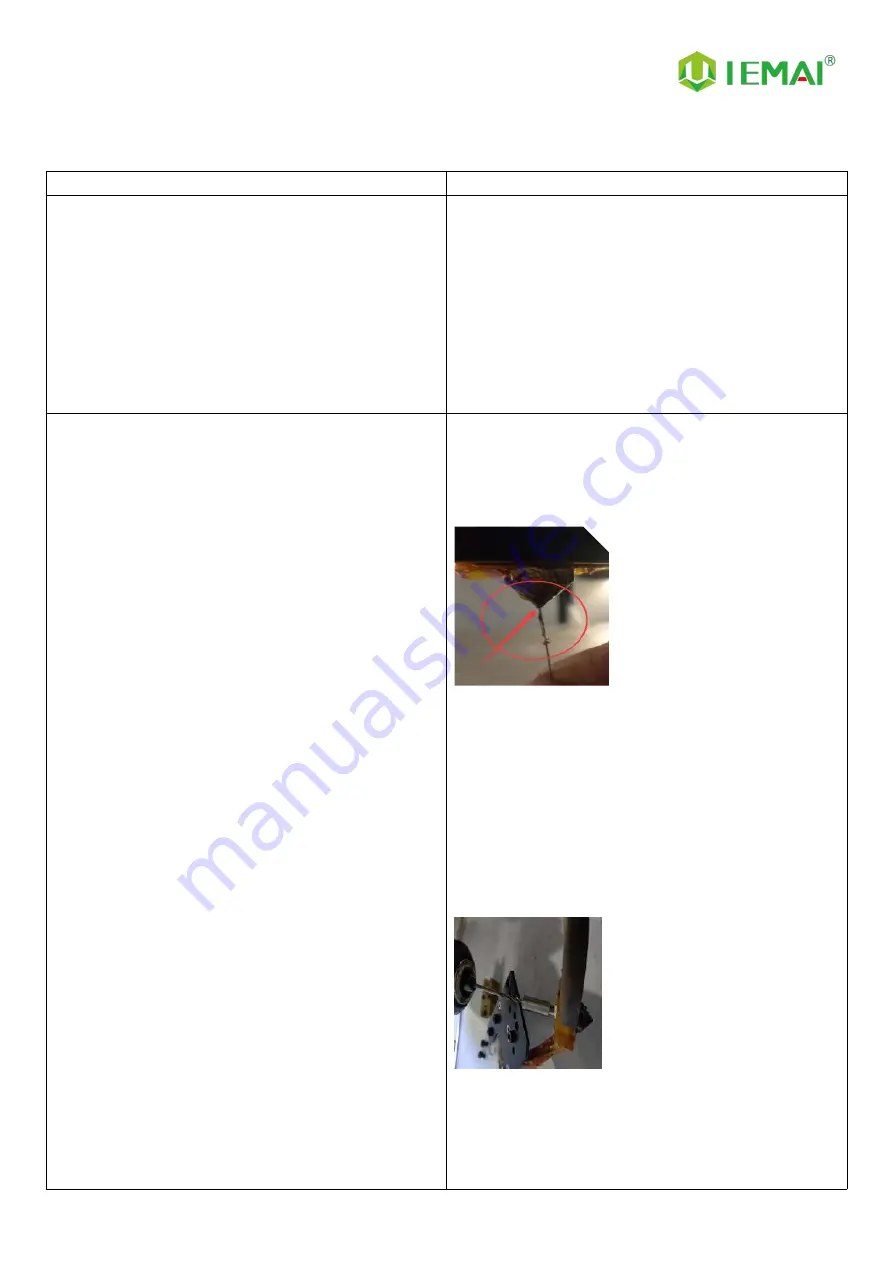
1. Pause the print again after printing cannot be
extruded
Pull out the print head above the feed tube and
remove the filament to reload the filament by cutting
off the expanded filament at the front.
Reason: The distance drawn back is too long, the peek
inside the throat, the interval heating between prints
caused by the material expansion of stuck filaments.
2. After printing for a period of time to squeeze out
some black material and not in the silk
Treatment I.
Use the nozzle corresponding size of the needle to
unclog the nozzle and extrude again will be internal
Treatment II:
Step 1: Refer to the print head disassembly and
maintenance, after removing the print head
Step 2: Use a 2mm drill bit to drill out the material
inside the throat and nozzle, turn into a depth of
14.5mm (0.4mm runner in the front of the nozzle)
Step 3: Empty the inner throat and restore the quick
release head to use again.







































































