





















26
RAISING AND LOWERING THE FEED TABLE
Refer to Figure 11.
• To raise the feed table, turn the handwheel clockwise.
To lower, turn handwheel counter-clockwise.
NOTE:
Each turn of the handwheel will increase or
decrease the height of the table by 1/16”.
• Stock removed settings:
1/4 turn - For material removal (1/64”)
1/8 turn - For general finishing (1/128”)
1/16 turn - For fine finishing passes
On the last finishing passes, pass the board through two
or three times to level hard spots or knots.
• Reduce depth of stock removal for wider boards and
hardwoods to prevent tripping overload protection.
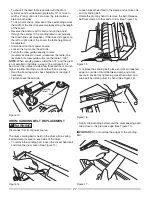
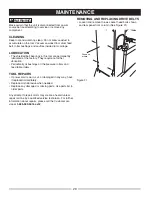
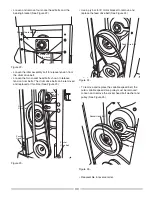
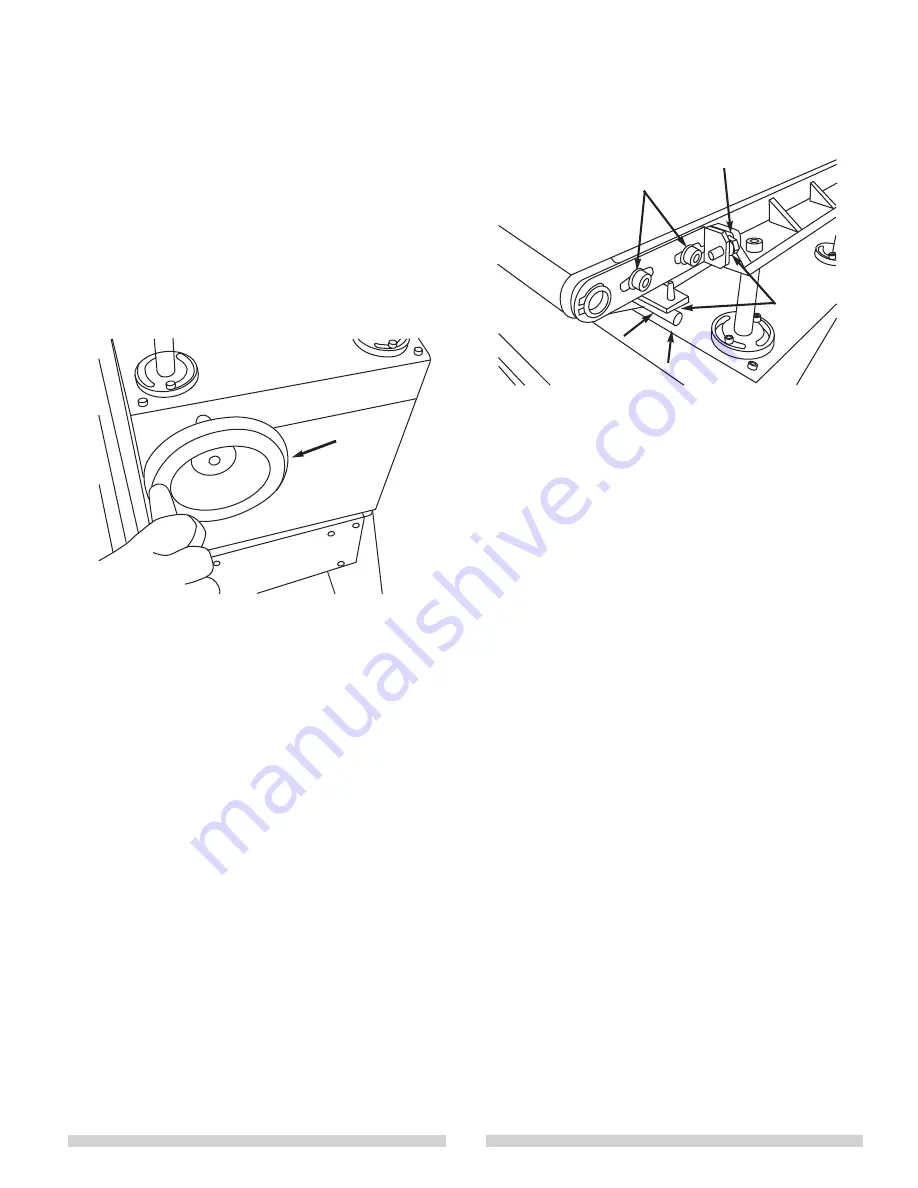
ADJUSTING TRACKING AND TENSION ON
THE FEED BELT
Refer to Figure 12.
NOTE:
With a new belt, it is not unusual for one side of
the belt to be tighter than the other to make the belt track.
Frequent adjustments are normal for the first few hours of
use to allow for belt stretch. Adjustments to belt tracking
can also affect belt tension.
Belt should ride centered on the drive and idler rollers.
The drum sander is shipped with the tracking and tension
properly adjusted. However, if adjustment is necessary:
Tensioning
NOTE:
When adjusting belt tension, tighten or loosen both
bolts the same amount to avoid affecting belt tracking. DO
NOT over-tension the belt. Excessive tension will cause
premature wear of belt, bearings and overload the motor.
Listen for motor load speed changes when adjusting belt
tension.
NOTE:
Adjustments to belt tension can affect belt
tracking. Frequent adjustments are normal for the first few
hours use to allow for belt stretch.
• The belt needs adjustment if it slips on the rollers during
sanding operations.
• Loosen all four socket head bolts (A).
• Loosen hex nut. Turn both hex head bolts (B) clockwise
1/4 turn and check tension. Repeat until the feed belt is
tensioned properly. Tighten hex nuts to secure bolts in
position.
• Tighten all socket head bolts.
Tracking
• Connect tool to power source.
• Turn belt feed speed control knob to the maximum
speed, and run the feed table several minutes to check
for proper tracking of the feed belt.
• Let the belt run and observe tracking direction. If belt
does not move to either side within five minutes of
running, no adjustment is needed.
• To correct improper tracking of the feed belt to the left,
loosen the hex nut of the tracking bar assembly and turn
the socket head bolt (on the left side of the table)
counterclockwise 1/4 turn. (Counterclockwise direction
as viewed from the head of the bolt.) Continue this
adjustment until the feed belt is tracking properly on the
feed rollers. Let the feed belt run several minutes before
adjusting again. Tighten the hex nut to secure tracking
bar in position.
• To correct improper tracking of the feed belt to the right,
loosen the hex head nut of the tracking bar assembly
and turn the socket head bolt (on the right side of the
table) counterclockwise 1/4 turn. (Counterclockwise
direction as viewed from the head of the bolt.) Continue
this adjustment until the feed belt is tracking properly on
the feed rollers. Let the feed belt run several minutes
before adjusting again. Tighten the hex nut to secure
tracking bar position.
ADJUSTING FEED TABLE PARALLEL TO
DRUM
Refer to Figure 13.
The drum sander is shipped from the factory with the drum
carriage set parallel to the feed table. However, if
adjustment is necessary:
Volant
Figure 11 -
A
B
Hex Nut
Tracking
Bar
C
Figure 12 -







































































