







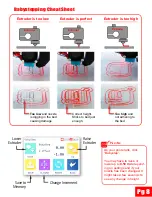







Se ngs:
Skirt/Brim o
ff
set: 0
Skirt/Brim Layers: 2
Ooze Shield: On
Ooze Shield Extruder: Both
Dual-Extrusion Printing TIps (Dual Chimera)
Prime Tower
Ooze Shield
Le Extruder (Perimeter)
Right Extruder (In
fi
ll)
Brim
1. Use a “
Brim
” and an “
Ooze Shield
”. The Ooze Shield will help clean the inac ve nozzle
during a print to avoid wiping the plas c on the part.
2. Use a “Prime Tower”. The Prime tower
will help material to begin
fl
owing
when switching between nozzles.
3. Cool the inac ve nozzle to avoid that nozzle leaking
during a print. In Cura, search for “
Standby Temperature
”.
In Simplify 3D you can add code to the
“Scripts > Tool Change Scripts” tab
to cool the inac ve nozzle.
G1 X-15 Y210 F3500 ; move to X-15 and wait for temps
; Dual PLA - PLA on the
;
;Switch to T0 or LEFT hotend
;
{IF NEWTOOL=0}M104 S170 T1 ; set T1 RIGHT ( inac ve) extruder to 170 C
{IF NEWTOOL=0}M109 S190 T0 ; set T0 LEFT (ac ve) extruder to 190 and wait
{IF NEWTOOL=0}M104 S[extruder0_temperature] T0 ; set T0 LEFT extruder to T0 temp from Temperature tab
;
;Switch to T1 or RIGHT hotend
;
{IF NEWTOOL=1}M104 S170 T0; set T0 LEFT ( inac ve) extruder to 170 C
{IF NEWTOOL=1}M109 S190 T1; set T1 RIGHT (ac ve) extruder to 190 and wait
{IF NEWTOOL=1}M104 S[extruder1_temperature] T1 ; set T1 RIGHT extruder to T0 temp from Temperature tab
P
e part.
O
R
LL
B
Tool Change gCode
Pg 13





















































