





























Design and function
MMA welding
099-005339-EW501
31.01.2014
83
5.11.4
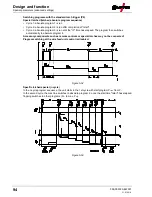
Hotstart
The hotstart device improves the ignition of the stick electrodes using an increased ignition current.
a) =
Hotstart time
b) =
Hotstart current
I =
Welding current
t =
Time
Figure 5-46
For hotstart parameter settings, see "parameter overview" chapter
5.11.5
Antistick
Anti-stick prevents the electrode from annealing.
If the electrode sticks in spite of the Arcforce device, the machine
automatically switches over to the minimum current within about 1
second to prevent the electrode from overheating. Check the welding
current setting and correct according to the welding task!
Figure 5-47
5.11.6
Parameter overview
Figure 5-48
Basic parameters
Item
Meaning/explanation
Setting range
1
Welding current
5 A to maximum welding current
2
Hotstart time
0 to 20 s
3
Hotstart current
0 to 200 %
NOTE
The hotstart current is a percentage based on the welding current selected.







































































