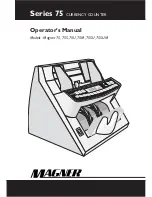






















DIGITAL COUNTER
Made in Taiwan
SC-102
Z 0.00
0 0.00
0.000
abs
inc
½
ref
sdm
inch
mm
R
R
R
9
8
7
4
5
6
1
2
3
CE
0
cal
sin
COS
tan
M
in
M
R
+
ENT
ENT
ENT
ENT
X
X
0
Y
Y
0
Move the X axis until display
= 0.000, then the tool is
positioned on the ARC curve
The display will
shift left
to signify it is not normal
co-ordinate display.
If the
Z
axis is positioned outside the
R
curvature,
SC-102
will display "
Z
OU LI
" (
Z OUT LIMIT )
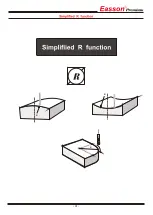
During the XZ or YZ plane R machining, it is necessary to carefully position the Z axis to obtain a precise
Z position. As, there is no Z axis in the two axis SC-102, and, in order that the operator can easily guide and
position the Z axis during the ARC machining, the SC-102 uses the unused axis display to display the
Z dial
turn number
and
Z dial reading.
At the beginning of the ARC machining, the SC-102 will assume the Z axis dial at zero position with the tool
positioned at the starting point of the ARC. Press the and once to simulate Z axis move up or
down for one step - the corresponding Z dail turn number and Z dial reading will display on the unused
axis. The operator must move the Z axis according the dial reading display on this axis, then the correct
Z axis height is reached..
Z axis simulated height
Z dial turn number
Z dial reading
move the Z axis
according to the dial
settings displayed
on Y axis
Display data in
XZ
plane
R
machining mode
X = 0.000
X = 0.000
- 67 -
Summary of Contents for Premium SC-100
Page 2: ......
Page 8: ......
Page 13: ...5...
Page 17: ...9 sdm 3 3 sdm 2 2 sdm 4 4 ABS sdm 1 1...
Page 26: ......
Page 28: ......
Page 33: ...25...
Page 38: ......
Page 39: ...31...
Page 47: ...39...
Page 53: ...45 R R R...
Page 69: ...61 R R R...
Page 86: ......
Page 87: ...79...
Page 88: ......
Page 108: ......