




























OPERATING MANUAL
Transmig 220i
Manual 0-5586
7-15
MANUAL ARC (MMAW) WELDING
FAULT
CAUSE
REMEDY
4 A groove has been
formed in the base
metal adjacent to
the toe of a weld
and has not been
filled by the weld
metal (undercut).
A Welding current is too
high.
A Reduce welding current.
B Welding arc is too long.
B Reduce the length of the welding arc.
C Angle of the electrode is
incorrect.
C Electrode should not be inclined less than 45° to
the vertical face.
D Joint preparation does not
allow correct electrode
angle.
D Allow more room in joint for manipulation of the
electrode.
E Electrode too large for
joint.
E Use smaller gauge electrode.
F Insufficient deposit time at
edge of weave.
F Pause for a moment at edge of weave to allow
weld metal buildup.
G Power source is set for
MIG (GMAW) welding.
G Set power source to STICK (MMAW) mode.
5 Portions of the
weld run do not
fuse to the surface
of the metal or
edge of the joint.
A Small electrodes used on
heavy cold plate.
A Use larger electrodes and preheat the plate.
B Welding current is too low. B Increase welding current.
C Wrong electrode angle.
C Adjust angle so the welding arc is directed more
into the base metal.
D Travel speed of electrode
is too high.
D Reduce travel speed of electrode.
E Scale or dirt on joint
surface.
E Clean surface before welding.
Art # A-05867_AC
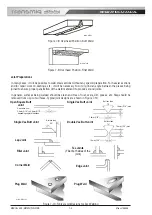
Lack of
inter-run fusion
Lack of side fusion,
scale dirt, small electrode,
amperage too low
Lack of root fusion
Lack of fusion caused by dirt,
electrode angle incorrect,
rate of travel too high
Figure 2: Example of Lack of Fusion
6 Gas pockets or
voids in weld
metal (porosity)
A High levels of sulphur in
steel.
A Use an electrode that is designed for high
sulphur steels.
B Electrodes are damp.
B Dry electrodes before use.
C Welding current is too
high.
C Reduce welding current.
D Surface impurities such as
oil, grease, paint, etc.
D Clean joint before welding.
E Welding in a windy
environment.
E Shield the weld area from the wind.
F Electrode damaged ie flux
coating incomplete.
F Discard damaged electrodes and only use
electrodes with a complete flux coating.
7 Crack occurring in
weld metal soon
after solidification
commences
A Rigidity of joint.
A Redesign to relieve weld joint of severe stresses
or use crack resistance electrodes.
B Insufficient throat
thickness.
B Travel slightly slower to allow greater build up in
throat.
C Weld current is too high.
C Decrease welding current.
Summary of Contents for Transmig 355i
Page 8: ...This Page Intentionally Blank ...
Page 14: ...OPERATING MANUAL GENERAL INFORMATION 1 6 Manual 0 5586 This Page Intentionally Blank ...
Page 24: ...OPERATING MANUAL INTRODUCTION 2 10 Manual 0 5586 This Page Intentionally Blank ...
Page 28: ...OPERATING MANUAL INSTALLATION 3 4 Manual 0 5586 This Page Intentionally Blank ...
Page 84: ...OPERATING MANUAL TIG GTAW WELDING 6 10 Manual 0 5586 This Page Intentionally Blank ...
Page 110: ...OPERATING MANUAL KEY SPARE PARTS 9 4 Manual 0 5586 This page intentionally blank ...
Page 112: ...OPERATING MANUAL APPENDIX A 2 Manual 0 5550 This Page Intentionally Blank ...
Page 115: ...OPERATING MANUAL Transmig 220i This Page Intentionally Blank ...







































































